 切换行业
切换行业

随着叶片的尺寸越来越大,完全用玻璃纤维制造的叶片也将变得越来越重。如果采用玻璃纤维和碳纤维的混合结构,比如用碳纤维来制作主梁等主要承载部件,则可以大大降低叶片的重量。初步推算,对于70m 长的叶片,如果采用碳纤维主梁设计,叶片重量相比完全的玻纤设计能降低30% 左右。随着叶片的尺寸越来越大,使用玻纤和碳纤混合结构的叶片性价比也能逐渐接近纯玻纤叶片,甚至更优。碳纤维真空灌注工艺因为材料的固有特性,在生产过程中对产品质量的辨别和控制难以把握,所带来的风险也比采用碳纤维预浸料大得多。因此,采用碳纤维预浸料制作主梁相对于真空灌注工艺质量更加稳定可靠,风险系数更。
碳纤维预浸料储存及温度控制
一般情况下,碳纤维预浸料是一种低温固化预浸料,遵循常规的预浸料固化机理。在不同温度条件下需要不同的固化工艺条件,温度越高反应固化时间越短。因此碳纤维预浸料在运输、仓储等环节都需要冷藏,冷藏温度越低保质期越长。运输车辆应装备有温湿度记录仪,在工厂接货时应同时接收记录仪器并对运输过程的条件进行检查确认,同时对剩余保质期做出评估,以便制定后续的存储和使用计划。如果企业忽视了接货时的确认工作,这将是一个巨大的风险隐患,因为碳纤维可能在运输途中已经大大折损了寿命期限,并可能在使用前报废,从而给企业带来巨大的经济损失。
碳纤维预浸料的使用解冻
碳纤维预浸料在使用之前应充分解冻,激活预浸料的粘性以达到一定的工艺性能。一般对解冻的温度时间都有明确的要求和控制,温度太高可能折损碳纤维的使用寿命或直接导致产品固化进而丧失使用功能,温度太低则迟迟达不到使用的要求性能。应打开产品外包箱,将碳纤维预浸料完全暴露在加热环境中,整个过程定时测量产品表面温度,最终要将材料的温度提升至室温或工艺要求的适合温度。只有解冻完成的碳纤维预浸料才会具备一定的粘度,而合适的粘度是碳纤维预浸料铺设性能的关键影响因素。
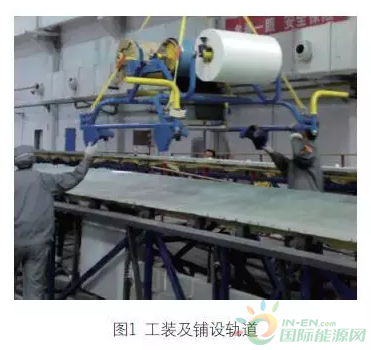
铺设工装的设计及运用
碳纤维预浸料主梁的铺设必须借助工装,以确保铺设质量的均匀性和稳定性。主梁的型面取决于叶片的型面,其往往是扭角变化的,因此铺设工装的轨道设计应保证工装的行走路线与大梁的扭角变化相匹配,以确保每一层的预浸料都能够以对称中心重合的方式堆叠在模具上。否则,铺设过程中预浸料会逐步偏离铺设区域,造成不可接受的铺设位置偏差。
碳纤维预浸料的铺设
铺设前先检查环境和模具的温度,以确保达到工艺要求的参数。首先模具表面需要铺设一层脱模布,脱模布必须为一块整布,不能有任何搭接或对接,顺着模具的型面将脱模布完全抚平、贴实在模具表面,可以采用适量的喷胶固定。注意检查确保脱模布一定贴实模具表面,无褶皱。脱模布是基础,但因为其是辅材往往不受重视,一旦基础没打好,可能会造成碳纤维预浸料的褶皱,带来无法挽回的损失。
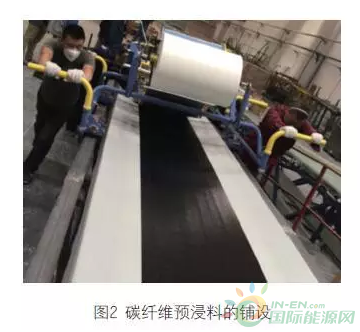
碳纤维预浸料一般随着导气纱一同铺设,以增强在固化阶段的导气性能,对减少产品的孔隙率大有帮助。但是第一层预浸料一般不需要铺设导气纱,以保证其与脱模布的粘接牢固,确保在后续的预浸料铺设过程中不会产生移动。预浸料因为生产的原因,即便是进口的产品也可能存在干纤维的情况。由于碳纤维是黑色的,所以有没有浸渍树脂颜色并无明显区别,因为光线反射的不同仔细检查的话还是能发现的。所以,需要对铺设完的每一层预浸料都要全面、仔细检查一遍,并对任何干纤维的地方进行检查记录。对于这样的情况,应及时与供应商取得联系,快速决定是更换还是继续使用,因为小面积的干纤维在后期加热树脂产生流动性时可以被浸润。对于面积的限定需要前期的相关试验并结合供应商的相关数据提前给出,以免在发生问题时不知所措,也提醒我们在采购的技术条款中应注意此类问题的界定。


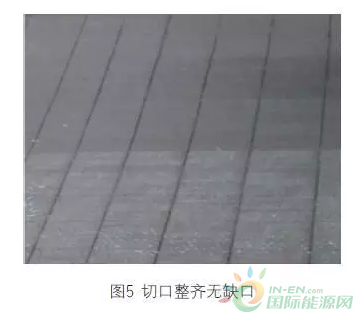
对于每层碳纤维预浸料的起始位置,应使用美工刀裁切并一气呵成,确保裁剪的连贯性和整齐性。这时候不能用剪刀裁剪,因为剪刀裁剪的过程中会产生数次停顿,每一次顿会产生一个小缺口,每一个小缺口位置都可能会成为一个应力集中点,对产品的性能带来不利的影响。
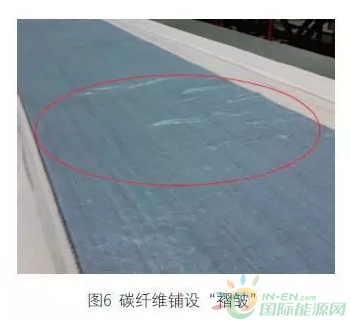
铺设过程中需要记录、监控每一层的预浸料温度,确保其满足工艺参数要求。其实对温度的严苛控制目的是保证预浸料具备合适的铺设黏度,这在前面的内容中也有提到。一旦哪一层预浸料黏度出现异常,可能会导致其与上一层之间的粘合度下降,也就是说两层之间可能存在不粘合的现象,即产生了“悬空”。随着后续铺层的增加,“悬空”的这层预浸料在铺设工装压辊的反复作用下可能会产生褶皱。随着后续铺层的增加,皱褶被逐渐放大,直至明显到被视力检查发现,但这时往往为时已晚,造成了返工和材料的浪费。因此每层预浸料铺设之后的贴覆情况也是作为过程质量控制必不可少的一项。
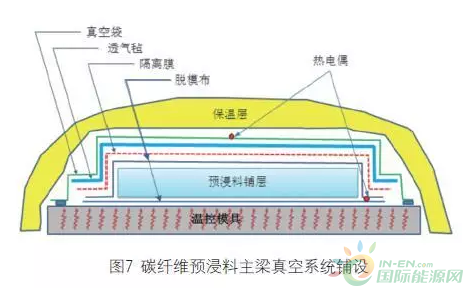
按照铺层计划铺设完所有预浸料之后,就可以建立真空系统,首先是铺设脱模布覆盖整个预浸料,脱模布将为产品提供粗糙的适合粘接的工作面。接着铺设隔离膜,以控制树脂析出量并保证透气毡等辅材能轻易从产品表面移除。之后,整个表面铺设透气毡,真空袋。透气毡连接真空系统,将固化过程中系统内的气泡带离产品。贴着真空袋要布置热电偶,热电偶用于固化过程的实时温度测量,并根据实时温度对固化制度作出修订调整。最后使用保温层覆盖整个模具表面,为固化提供良好、均匀的温度保证。由于大多的模具都是电加热系统,模具内置了用于反馈温度信号的热电偶,如果模具某个位置的热电偶区域覆盖不好,或没有覆盖,将会导致这个位置热电偶持续给加热控制系统反馈持续加热的信号,造成其他位置的过度加热,对产品和模具都会带来一定的伤害。
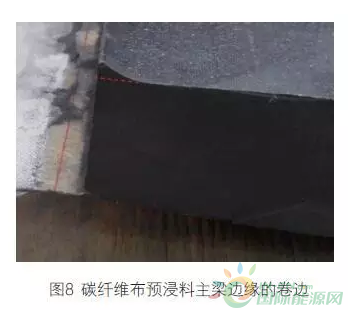
还有一点也要引起注意,有人认为在铺设真空系统的过程中应在预浸料的两边放置挡边以保证产品边缘的整齐和形状。但由于挡边的高度很难控制,这也将会对产品的质量产生很大的影响。如果挡边高度稍微低于主梁的厚度,那么基本上不会影响边缘的形状。如果挡边高出主梁厚度,那么固化后主梁边缘将会产生向上的卷边现象,这将带来严重的应力集中问题。其实由于碳纤维预浸料采用工装铺设,每一层铺设都有非常精确的重合性,即使不用任何挡边,固化后产品的边缘也可以保持非常平整。
碳纤维主梁预浸料固化
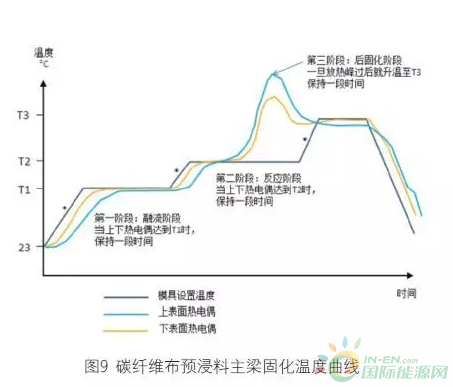
需要根据碳纤维预浸料的特点和说明,设定适宜的固化制度。每种预浸料的固化温度和持续时间即固化曲线可能不尽相同,但是遵循着同样的固化原理,基本上分为三大阶段。
第一阶段是升温至树脂融流状态,然后维持一定的时间。这个温度条件下不足以引起产品的快速固化,但是树脂呈现融流的状态,随着树脂的流动,整个产品的含胶量趋于均匀化,并且小的干纤维在这一过程也得到充分的浸润。同样,随着树脂的流动,在导气纱的作用下预浸料中的气体充分被带动并导出,最终被真空系统抽走,所以这一阶段也是产品孔隙率保证的重要阶段。所以第一阶段的温度设定和持续时间非常重,除了从供应商获得的技术支持外,使用者也非常有必要进行相应的样机试制,充分掌握工艺参数的设计。第二阶段是从第一阶段升温至固化温度,并在这一阶段内维持一定的时间。预浸料主要在这一时间段内发生固化反应,完成放热峰。因此这一阶段的温度设置首先应能激起化学反应,另外又不会导致树脂放热峰温度太高。过高的放热峰导致产品的内应力大,收缩大甚至造成产品褶皱,也有损模具的寿命。第三阶段是从第二阶段升温至后固化温,并在后固化温度下维持一定的时间。这一阶段树脂充分地完成交联反应形成致密的网状结构。用于反应聚合程度的玻璃化转变温度在这一阶段形成并达到要求。当然这一阶段的后固化必须要在放热峰过后并回落到后固化温度附近启动。
前文也有提到,这一过程需要充分地保证产品的覆盖。环境温度应严格地保持均匀。如果在模具表面有局部的气流温度。这就会导致该区域的产品温度要高于其他区,造成整个产品温度的不均匀性,从而冲击整个固化过程的温度曲线设定。
碳纤维预浸料主梁的质量检验
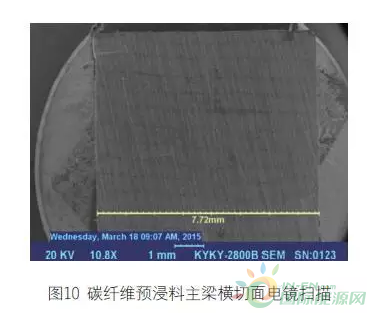
对于碳纤维预浸料主梁,除了常规的尺寸、外观、玻璃钢转化温度的检验外,还需要进行超声波无损检测以检验内部是否存在分层、孔隙等缺陷。一般孔隙率要求控制在1%以内,超过2% 的孔隙率就将对产品性能造成一定的影响,甚至导致产品报废。超声波检测需要耦合剂,一般用水来减弱声波在空气中的衰减,这样可保证声波与材料达到最大程度的耦合。但是由于受到噪音污染、测量的方法、缺陷识别判定能力等多方面影响,往往测量结果本身的偏差可能也比较大。因此,用扫描电镜对试制品的横切面进行观测,计算孔隙率也是一种非常有效而且准确的补充手段。
结语本文从原材料管理、工装设备、模具、生产工艺过程等多个方面分析了碳纤维预浸料主梁的生产工艺特点及可能存在的质量风险,并针对这些风险提出了相应的质量控制方案和建议。同时,也对碳纤维预浸料主梁的检测项目和手段做了相关介绍。




 正在加载...
正在加载...


