 切换行业
切换行业

风力发电机用主轴轴承是风能转换装置中的重要组成部分,其作用是支撑主轴,而主轴连接着叶轮与齿轮箱或发电机。主轴轴承工作环境恶劣,承受着径向力、轴向力、扭矩、弯矩等多种形式的载荷,在如此复杂的工况下工作,主轴承滚道热处理质量是决定主轴承使用性能和寿命的关键因素。
目前行业内主轴承热处理工艺普遍使用贝氏体淬火或者渗碳淬火工艺,两种工艺均是整体淬火,存在着原材料及工艺成本高、耗能大、周期长的不足,对能源造成极大的浪费。在此背景下,从2018年开始,烟台天成机械聚焦研发更具成本和节能优势的感应淬火工艺路线,历时数年,不断攻坚克难,联合国内设备厂家合作研发无软带感应淬火设备,打破国外品牌在无软带感应淬火设备的垄断,并利用该设备率先独立开发出无软带感应淬火工艺。
感应淬火技术是利用电磁感应原理,将被处理工件(需要是导电导磁材料)置于通电感应器产生的磁场中,直接在工件表层产生热源从而对工件进行加热,冷却后产生硬化所需要金相组织,使其硬度及深度符合设计要求。与渗碳工艺不同的是,感应淬火技术不需要对整个工件进行加热,而是仅对表层进行处理,同时心部金相组织保持不变,既获得了工作区域的淬硬层,同时又保证了心部的韧性。
感应淬火工艺按照加热形式分为整体感应淬火以及扫描感应淬火。整体感应淬火通过环形感应器可以一次性加热整个工件表面至设定温度后整体冷却,但对于直径超过500mm以上的工件,瞬时能耗高,对电网的冲击大,不适合目前大兆瓦风机的发展趋势。扫描感应淬火是每次只加热一块区域然后快速冷却,工件连续均匀旋转。但传统的扫描感应加热工艺亦存在不足,当扫描感应加热路径末端与扫描起点重叠时,这种重叠会使已经淬火的区域回火,使该区域的硬度大幅度下降,即俗称“软带”。主轴轴承的连续旋转工况是不允许存在软带位置。因此,如何开发不会产生软带的扫描感应淬火设备及工艺,成为了天成机械工程师们重点攻克的方向。

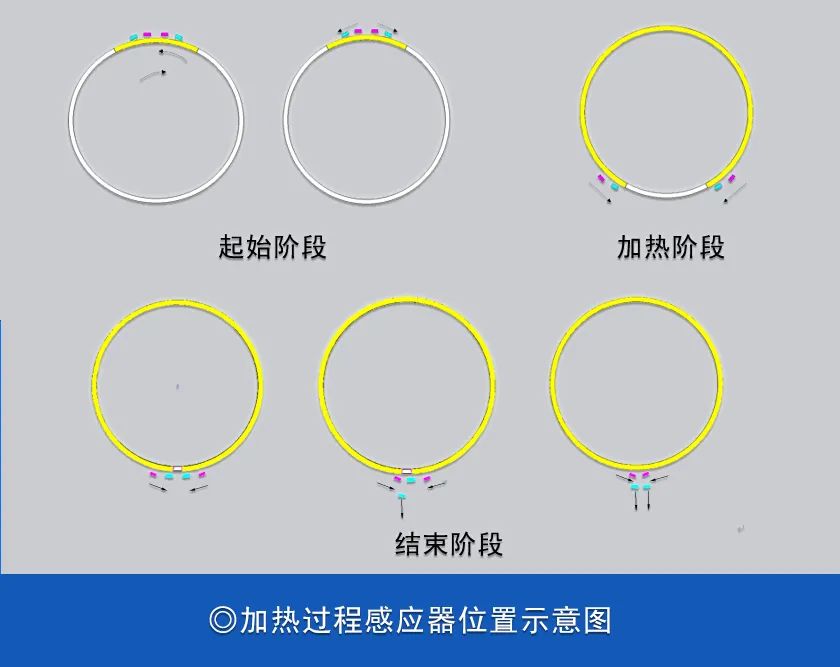
为了解决这个问题,开发团队的工程师们创造性的采用了双加热组件,每个加热组件配置两个感应器,分别用来预热和加热。在起始阶段,选取环形工件的一个点开始加热,当温度达到工艺要求时,两个加热感应器相向运动,分别对两侧进行加热。当两个加热装置位置接近时,首先是预热器退出,然后是加热器退出,停止扫描,电源关闭,此时工件旋转对加热位置进行冷却,热处理工艺结束。整个过程中,加热区域受热均匀但无重叠,完美实现了无软带的目标。
经过实际测试,感应淬火的能耗为渗碳淬火的20%左右,淬火介质的消耗为30%左右,设备维护和消耗备件的费用为20%左右,生产三废的排放也非常低,真正做到了低碳环保。整个加热时间约40分钟(直径1500mm),相比较渗碳淬火的上百个小时,生产节拍非常快。而感应淬火材料,相较于渗碳淬火材料,成本更是大幅下降。因此,采用感应淬火的主轴轴承,整体成本相较于渗碳淬火,能节省30%以上,前景十分可观。
得益于无软带感应淬火工艺的成功,天成机械于2023年上半年实现了首批TRB主轴轴承试验件的交付,同年8月份通过了客户的台架测试并陆续开始小批供应。同时,天成机械自主开发的20MW风电主轴轴承测试台也已跑和完毕,2024年即将投入完整轴系(主轴轴承+齿轮箱系列)的轴承测试,测试对象为中频感应淬火工艺制造的SRB主轴轴承和中频感应淬火制造的齿轮箱一级行星架TRB轴承。

有无软带感应淬火技术的加持,天成机械在未来主轴轴承国产化的研发及生产过程中保持充足的信心,可以快速、高效、稳定的批量生产。希望借助新的工艺、可靠的质量、高的效率实现国产主轴轴承新的突破。





 正在加载...
正在加载...


