切换行业
切换行业

目前风电轴承以滚动轴承为主,滑动轴承有希望形成替代,主要原因在于通过新的结构式创新可以帮助下游降本增效,海风大型化和集约化的要求加速了这个技术趋势。从结构上看,滑动轴承没有滚动体,改点接触为面接触,结构更简单,承载力更稳定,这种结构更能适应海上作业时复杂恶劣的工况,因此轴承“以滑代滚”有希望成为新趋势。
滑动轴承的耐磨性、耐腐蚀性将直接决定着整台机器的工作稳定性和使用寿命,而影响滑动轴承的工作稳定性和使用寿命主要因素是其材料性能,特别是材料表面的硬度和耐磨性。在实际滑动轴承制造中,很难能找到一种材料能同时满足有足够的抗疲劳强度、良好耐磨性,足够的导热性等使用要求,只能根据实际使用需要,根据影响滑动轴承性能的主要因素来选择相对合适的材料。利用激光熔覆技术制备金属基复合涂层材料,可将涂层材料的高硬度、耐磨性、化学稳定性与基体材料的强韧性和良好的加工性能与有机结合起来,从而获得既方便成型加工,又具有良好的表面性能机械零件。
轴承分类
轴承是承载轴的零件,被称为“机械的关节”,是现代机械设备中不可缺少的一种基础零部件,主要功能是支撑旋转轴或其它运动体,引导转动或移动并承受由轴或轴上零件传递而来的载荷。
按照摩擦性质分类:可分为滚动轴承和滑动轴承两大类,自润滑轴承是滑动轴承的重要分支。滑动轴承根据工作时轴套和轴颈表面间呈现的摩擦状态不同,可分为流体润滑轴承、非完全流体润滑轴承和无润滑轴承,一般后两者属于自润滑轴承。目前风电轴承以滚动为主,滑动轴承中的自润滑轴承有望成为新趋势。
图表1:轴承可以分为滑动轴承与滚动轴承两大类
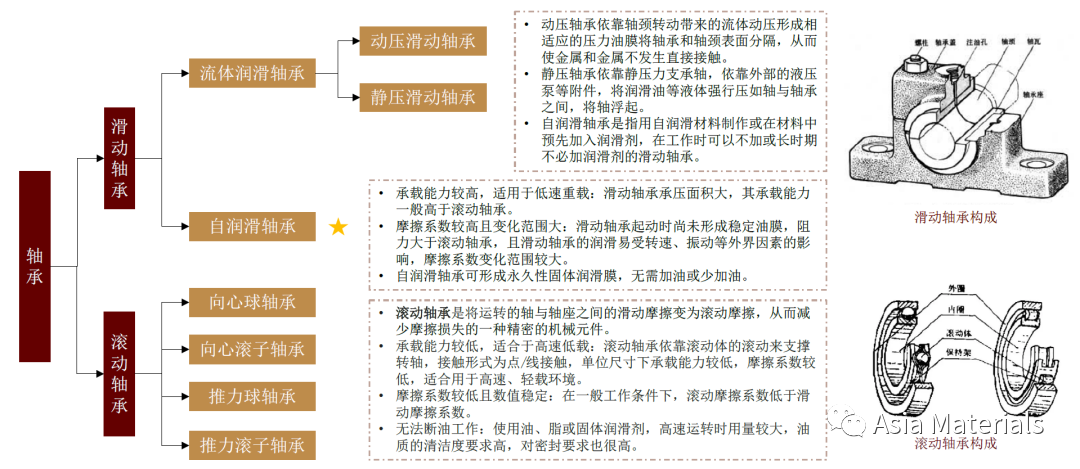
资料来源:长盛轴承、崇德科技招股书,《滚动轴承与滑动轴承的比较与选用》(李程辉,2013),中金公司研究部
传统轴承制造工艺
目前,滑动轴承通常采用铜合金整体铸造或离心铸造。其中,铜合金整体铸造既轴承全部采用铜合金材料,其使得铜合金用量大、加工余量多、制造成本高。而采用离心铸造是将液体铜合金注入高速旋转的铸型内,使金属液做离心运动在基体上铸造一层铜合金的技术,该方式铜合金的接合力差,铸造工艺晶粒粗大,无法满足滑动轴承耐磨、耐腐蚀的性能要求。
激光熔覆新工艺
激光熔覆工艺介绍
激光熔覆技术是通过高能密度的激光束使金属粉末熔融于基材表面,并在基层表面形成与其为冶金结合的熔覆层。可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电气特性等,从而达到表面改性或修复的目的,满足了对材料表面特定性能的要求
激光熔覆工艺流程
1、对零件修复位置进行疲劳层去除,一般需进行局部打磨或车削,此过程对零件表面粗糙度无特殊要求。
2、根据零件材料特性进行预热处理,防止出现裂纹等缺陷。
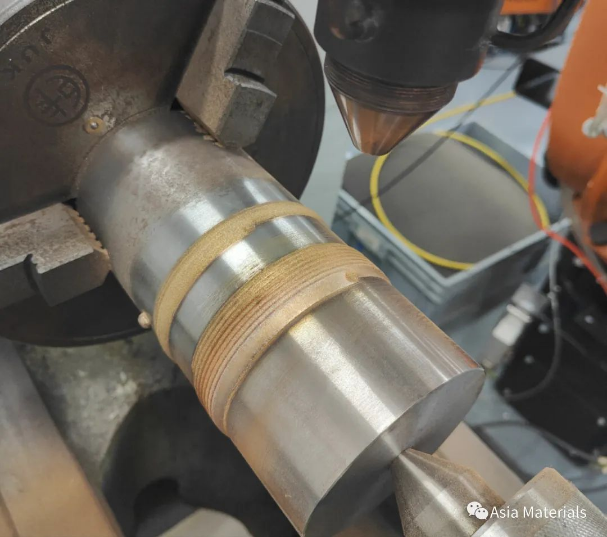
3、对预热后的零件进行激光熔覆,一般可熔覆3~4mm,如果对修复位置硬度要求较高,熔覆厚度可能会相对降低,因为熔覆层越厚、硬度越高,在不经过热处理的情况下,大面积熔覆容易出现裂纹等缺陷。熔覆后的零件如图2所示。
图2 熔覆后零件
4、熔覆后进行去应力退火以及着色探伤,保证零件经过激光熔覆后无缺陷。
5、对熔覆层进行机加工,达到图纸尺寸要求。
该技术除了广泛应用于耐磨、耐蚀复合钢板的快速制造,耐磨零件的表面改性各种失效零件的修复以及高性能复合零件、模具的快速制造等。其市场潜力巨大、经济效益非常可观,具有非常广泛的应用推广前景。
激光熔覆工艺优势
结合强度高、无裂纹、孔率低、大幅提高硬度与耐磨性、延长寿命节约成本。采用激光熔覆技术,在滑动抽承表面,涂层与基体呈冶金结合,熔覆层中无裂纹和气孔等缺陷,硬度相对于基体材料的硬度大幅提高,耐磨性相对于基体材料也大幅提高。




 正在加载...
正在加载...