切换行业
切换行业

风电轴承座检测

风电轴承座在机组中起重要的支撑作用,定期对其进行质量检测,能有效预防事故发生,保障机组的运行安全。本案例待检测工件外部呈直角形,检测需求为确定内部凹槽位置是否存在缺陷。
待检工件
在待检工件内部凹槽的不同位置加工了两个刻槽,用来模拟裂纹缺陷,工件刻槽距上表面分别为115mm、165mm,刻槽长度10mm,深度1.5mm,刻槽位置如图1红色圆圈内A、B处所示。

图1 刻槽位置示意图
检测所使用的探头为D2线阵探头+带角度楔块,对工件进行横波斜入射扇形扫查,多角度大范围覆盖检测区域,并结合设备具备的CAD高级导入功能,将工件CAD图导入设备端,帮助清楚辨识固有信号与缺陷信号。根据工件形状特点选用多浦乐研制的FC-02扫查器(如图2所示)进行记录数据扫查,该扫查器可装配4个探头且可以通过两根横杆调节曲率,本次检测需将该扫查器弯折90°,使探头紧密贴合工件表面,以达到良好的耦合效果。为实现整个工件全覆盖检测需进行两次相控阵扫查,每次扫查使用两个相控阵探头。探头以及扫查器放置示意图如图3所示。

实验检测效果
第一次扫查的检测效果如下图4、图5所示。

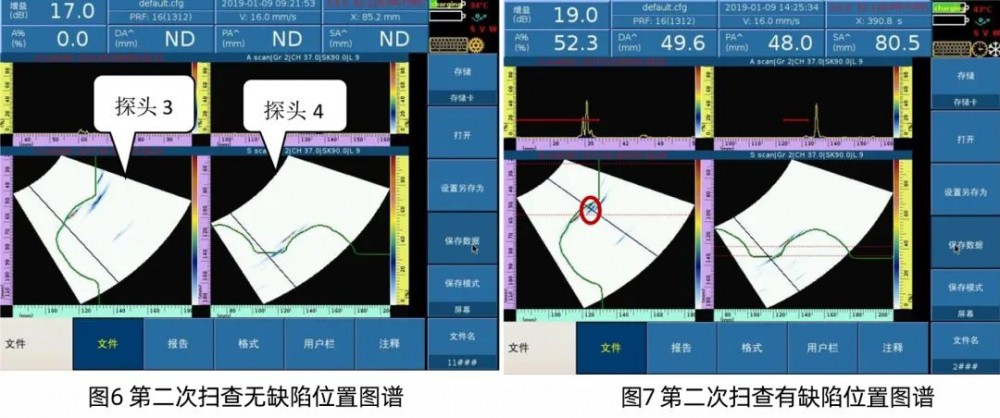
第二次扫查时将工件翻转过来,检测效果如下图6、图7所示。
根据实际检测环境,也可以选择使用自动扫查装置进行检测,多浦乐根据实际工件形状研制了如下图8所示的自动扫查装置,可以有效提高检测效率。

图8 风电轴承座自动扫查装置
结 论
从实验效果可知,使用多浦乐相控阵线阵探头及FC-02扫查器对风电轴承座进行相控阵检测具有良好的检测效果。同时,多浦乐具备自主研发设计自动化扫查器的能力,可根据客户要求定制相关装置及探头,帮助客户更好、更快地完成检测工作。




 正在加载...
正在加载...