切换行业
切换行业

前言
在风电机组运行中,塔筒的主要作用是将上部结构所承受的全部荷载和作用安全可靠地传递到地基,并保持结构整体稳定 ,同时吸收风力发电机组的振动。风机的塔筒制造质量关系着整个机组的运行安全,而把控风电塔筒的质量,对塔筒进行设备生产质量的监造过程具有着重要的意义。
塔筒监造前需要做哪些准备?
在塔筒监造人员入场前,需要根据《风电机组塔架技术条件》Q/LY10302.02-2012及主机厂家对塔架的技术要求,了解及掌握对该产品的各项要求并确定如何去监造和落实。监造人员召集制造厂相关人员举行开工会。根据监造大纲要求对厂家的资质文件、使用于本项目的原材料及生产过程进行监督、检查。
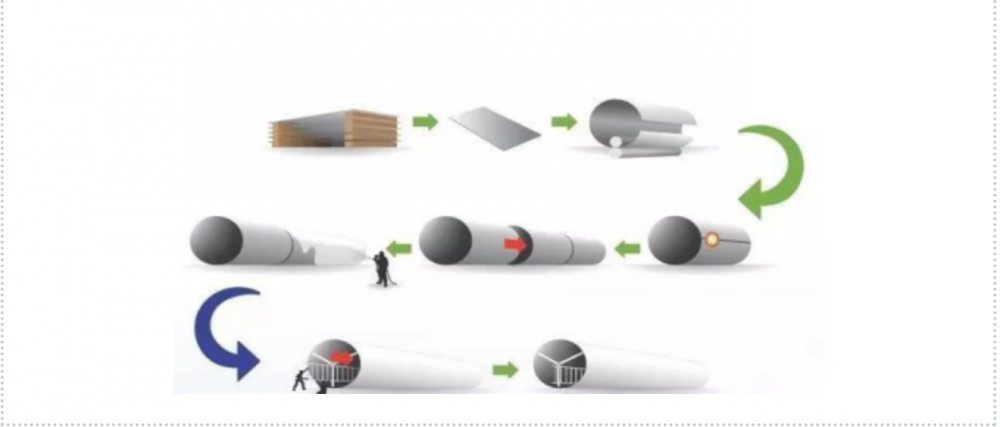
塔筒的生产过程简图
监造工作在生产中的主要作用
1下料
原材料经过入厂检验,材料复验,最终来到下料车间,正式开始了第一道工序。工厂根据施工图展开筒节,将原材料切割成的设计图的要求,监造人员需在这个过程中严格控制切割尺寸的精准。
图片
2卷圆
用卷板机将钢板加工成设计要求的筒节。卷制成型后,以自由状态立于平台上,质检人员检查卷圆质量,合格后进入到下一工序。
3纵缝焊接
卷圆后的钢板对接接头处的焊接,在焊接前对接头处的氧化铁、飞溅等进行清除,加设引弧板,对焊剂进行烘烤,提高焊接质量。
4校圆
由于纵缝焊接会引起筒节的收缩变形,导致其椭圆度不满足设计要求,此时需要通过校圆使其误差在允许范围内。
5组对
在进行最后的焊接之前,首先需要将筒节与法兰、筒节与筒节之间进行组对;
1) 筒节与法兰间的组对:法兰常用于管端之间的连接,法兰与筒体的焊接必须在筒体组对前进行焊接,所有法兰间用工艺螺栓把紧。
2) 筒节与筒节间的组对:筒节与筒节间的组对将在组对台车上进行,两节筒节需在自然状态下闭合。
6环缝焊接
组对的下一道工序。环缝焊接采用埋弧自动焊,采取双面焊接。首先进行内壁坡口焊接,再将外壁清根露出焊缝坡口金属,最后进行外壁焊接。
7内附件、门框组
塔架附件连接件包括筒内平台连接板、电缆支架、爬梯连接板、门框等。监督把控焊接采用手工电弧焊或CO2气体保护焊,焊缝不得置于塔体焊缝上。
8塔筒防腐
风电场一般建在内陆大风地区和沿海多风地区。内陆地区风沙较大,沿海地区空气湿度大、盐蚀性强。塔架作为钢制结构,防腐是一个很重要的问题,监造过程中需严格控制塔架的喷砂和涂装。
9终检放行
复核每一套塔架生产过程中出现的问题是否解决闭环,根据设计及规范要求复核每套塔架各指标是否符合质量要求,为每套符合要求的塔架签发放行单。
10成品运输及安装
为了防止塔架在运输过程中变形,监造人员把控法兰必须采用槽钢米字支撑固定,塔架搬运和吊装时,吊装索具必须采取可靠的防护措施,避免与防腐层直接接触损伤防腐层。在塔架外侧用防水布把塔架整体包上,防止运输过程中漆膜等破坏。
总结
风电场内的风机塔架、法兰及各个设备的质量关乎整个风电场的后续运行并与发电效益密切相关,同时与安全生产紧密相连。专业监造人员在设备监造过程中严格把好质量关为项目的高质量投产与安全生产保驾护航。



 正在加载...
正在加载...