切换行业
切换行业

风能作为一种清洁的可再生能源, 取之不尽, 用之不竭, 越来越受到世界各国的重视. 随着风力发电技术的进步, 为了提高风能捕获, 降低度电成本, 风电机组的单机容量也从最初的十几千瓦发展到现在的兆瓦级,甚至向十兆瓦级、几十兆瓦级迈进. 目前, 全球运行的最大单机容量风电机组, 其额定功率达到8 MW.
叶片作为风电机组转换风能的关键部件, 其设计与制造技术的发展对于整个机组的性能和可靠性至关重要. 然而, 叶片大型化也带来诸多挑战: (1) 质量增加; (2) 制造与可靠性; (3) 材料成本; (4) 运输; (5) 气弹稳定性(颤振); (6) 屈曲; (7) 重力导致的疲劳载荷;(8) 海上风况应用. 同时, 不断出现的新技术也为叶片的大型化提供支撑[1]: 新的翼型、材料以及新的叶片型式; 多学科优化设计方法; 主动和被动的降载技术;颤振抑制技术等.
1 大型风电叶片产业现状
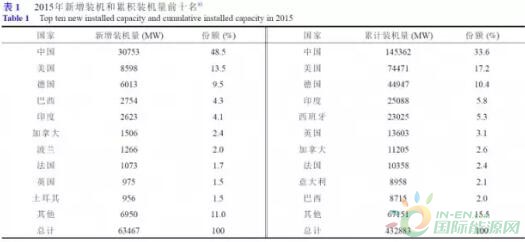
据全球风能协会统计(GWEC), 2015年全球新增装机容量首次超过60 GW, 2000–2015年16年间累计装机容量达到432.9 GW. 亚洲装机量继续引领全球市场, 欧洲和北美紧随其后, 其中, 中国自2009年以来, 一直保持全球最大市场地位. 2015年的新增装机量和至2015年底的累积装机量均居全球首位(见表1). 基于气候变化要求, 风电价格下降以及美国市场稳定的预期,GWEC预测在未来五年内, 亚洲市场仍将保持在50%以上, 欧洲市场稳步增加, 北美市场将出现强劲增长,到2020年, 全球累计装机容量将达到792.1 GW. 可以看出, 风电叶片的市场仍然具有巨大发展潜力.
随着全球风电市场转向低风速和海上风场的风能开发, 叶片不断增长. 目前为止, 已经生产的全球最长风电叶片长88.4 m, 由丹麦LM公司和Adwen公司共同开发, 配套8 MW的海上风电机组. 此外, 达到80 m及以上长度的风电叶片包括丹麦SSP technology生产的83.5 m叶片、德国EUROS设计开发的81.6 m叶片以及Vestas设计制造的80 m叶片, 它们将分别用于韩国三星的7 MW海上风电机组、日本三菱的7 MW海上风电机组和Vestas的8 MW海上风电机组. 而更长的叶片已处于设计阶段[1,3,4]. 在气动性能方面, 目前公开报道的商用风机的最大功率系数超过0.5, 由德国Enercon公司设计研发, 通过综合优化叶尖、叶根过渡段以及机舱几何外型得到. 在重量方面, 英国Blade dynamics公司采用模块化的叶片设计和制造技术, 生产了一支世界上最轻的49 m叶片, 并已通过GL认证, 该技术将被用于100 m长的风电叶片开发, 目前该公司已被美国GE风电收购.
在海上风电叶片设计与应用方面, 西门子得益于欧洲海上风电市场的迅猛发展和自身的技术优势, 已经走在世界前列, 其采用IntegralBlades叶片设计制造技术生产的58.5 m叶片已广泛用于海上3.6 MW风电机组上, 沿用此技术开发的75 m叶片将批量生产并配套西门子7 MW机组用于英国东海岸东安格利亚一号海上风电场. 我国叶片厂商也紧跟国际海上风电发展脚步, 目前配套海上6 MW风电机组的叶片有中材科技的77.7 m叶片, 中复联众的75 m叶片, 艾朗风电的75 m叶片, 但其设计技术仍然依赖国外叶片设计公司, 如Windnovation, Aerodyn等.
在低风速叶片开发和应用方面, 得益于国内低风速区的大规模开发以及叶片设计制造技术发展, 国内的叶片制造厂商走在了世界前列. 目前, 中科宇能自主研发生产了2 MW级最长风电叶片, 其长度为59.5 m.其他叶片厂商, 如中材科技、中复联众、国电联合动力、时代新材、中科宇能、艾朗风电、吉林重通成飞等都有50m级2 MW的批量产品. 但在低风速叶片设计方面, 一些厂商仍然依赖国外叶片设计技术, 不具备完全自主设计能力.
从总体上看, 目前我国提供了全球最大的单一风电市场, 国内叶片厂商在大型叶片的设计和制造技术上取得了长足进步, 尤其是在低风速叶片开发和应用上走在世界前列. 但在大型叶片设计与制造技术上与国外先进技术相比还有一定差距, 没有先进的独特技术和产品应用.
2 大型风电叶片设计技术发展趋势
随着叶片的大型化, 叶片的运行雷诺数、载荷和重量不断增大, 设计高效、低载以及轻质的叶片成为叶片厂商和研究者们不断追求的目标. 因此, 一些新的翼型、材料、叶片结构、制造工艺及设计方法不断出现, 并逐渐应用到工程实践中.
2.1 气动设计技术发展趋势叶片气动设计的目标是寻求最佳的叶片外形, 使得叶片在具备较高的风能捕获能力的同时, 产生相对较小的载荷.
叶片翼型
作为叶片气动设计的基本要素翼型, 对叶片的气动性能和载荷特性起着非常关键作用. 早期的风电叶片翼型选自于航空翼型, 如NACA系列翼型. 但随着人们逐渐认识到风力机与航空飞行器在运行环境以及流场特征方面的差异, 如较低的运行雷诺数、高来流湍流强度、多工况运行及表面易污染等特点, 开始转向风力机专用翼型的开发. 从20世纪80年代起, 美国、瑞典、荷兰、丹麦等风能技术发达国家纷纷展开了风力机专用翼型的研究, 并取得了一定成果. 它们是美国国家可再生能源实验室(National Renewable EnergyLaboratory, NREL)提出的S系列翼型、瑞典航空研究院设计的FFA系列翼型、荷兰Deft大学设计的DU系列翼型、丹麦RisØ国家实验室开发的RisØ系列翼型. 这些翼型的最大相对厚度达到53%, 在升力系数、升阻比、粗燥度敏感、失速特性上均具有较好的性能. 其中, DU系列翼型更是在风电行业中得到广泛运用. 随着人们对风力机性能要求的提高和流场特征认识的加深, 新翼型的开发正在持续进行. 近年来, 国内多所研究机构和大学也在进行风力机专用翼型研发. 如中国科学院工程热物理研究所研发的CAS系列翼型, 其翼型最大相对厚度达到了60%, 且采用钝尾缘设计, 具有较好的结构特性和气动特性, 对提高叶片过渡段附近的气动性能具有重要意义; 西北工业大学研的NPU-WA系列翼型, 其设计雷诺数达到了5×106, 且在此雷诺数下具有较好的气动特性,对开发大型叶片具有重要价值; 汕头大学和重庆大学分别将噪声要求引入到翼型的设计中, 获得了低噪声的风力机翼型. 总之, 叶片大型化使得翼型运行的雷诺数不断提高, 寻求高雷诺数下, 气动、结构和噪声等性能综合较优的翼型是未来风力机专用翼型开发的方向.
气动设计方法
除翼型外, 叶片的气动外形主要由弦长、扭角、厚度及基叠轴位置等参数沿展向的分布情况决定. 而叶片的气动外形对叶片的最大功率系数, 年发电量以及叶片载荷有重要影响, 因此, 叶片的气动设计是一个多变量、多目标问题.
目前的叶片气动设计方法有两大类, 一类是解析方法, 一类是数值方法. 其中解析方法主要是根据动量叶素理论, 即BEM理论, 直接推导得到. 在不考虑阻力损失和叶尖损失的条件下, 根据BEM 理论可以得到叶片的最优气动外形满足如下方程:

依据式(1)和式(2), 通过选取设计尖速比, 以及各截面设计升力系数, 可以计算出各截面弦长. 依据设计升力系数对应的攻角和入流角计算出截面扭角. 该方法形式简单, 无需迭代调整, 设计速度快. 适合初始设计. 但由于它没有考虑各截面弦长、扭角之间的相关性, 相邻截面之间很可能不能光顺过度, 工艺可操作性差.
数值方法主要包括正问题方法和反问题方法. 在采用正问题方法设计时, 设计者依据设计经验或是采用式(1)得到的叶片弦长、扭角和厚度分布, 利用BEM加修正模型的方法或涡方法或CFD方法(如Aerodyn,Bladed, FOCUS, FLUENT, WT_perf)进行叶片的气动性能分析, 通过手动迭代或采用优化算法进行自动迭代得到满足各项设计指标的叶片外形参数. 在自动迭代方法中, 设计者可以对叶片各截面的弦长、扭角等参数进行光顺性约束, 可以对设计指标进行单目标和多目标设置. 因此, 设计的气动外形具有优良的气动性能和工艺可操作性, 如美国可再生能源实验室开发的HARP_Opt软件. 此外, 为了设计出更高性能的叶片外形, Fischer等人提出了一种新的气动设计方法,它主要是突破了标准翼型限制, 在优化设计过程中不断修改截面翼型, 采用Xfoil软件分析得到的参数化翼型, 计算新翼型的升阻力系数等气动性能参数, 以此为基础进行叶片的气动性能分析, 最终迭代得到满足设计要求的气动外形. 该方法的最大缺点是修改后的翼型, 其气动性能数据准确性难以评估. 在反问题设计方面, 目前只有PROPID软件. 它是基于BEM理论开发, 可以设计出满足设计者设定的径向升力系数分布和轴向诱导因子分布要求的叶片, 目前应用较少.总的来看, 未来几年大型叶片的气动设计仍将以正问题方法尤其是优化设计方法为主. 随着叶片的大型化,叶片的气动与结构耦合愈加明显, 进行叶片气动和结构的协同优化设计将成为一种趋势.
气动分析方法
大型风电叶片的气动分析方法许多, 根据求解模型的角度不同, 气动分析方法可以分成3类: BEM方法、涡方法以及CFD方法.
CFD方法在以上3类方法中精度最高, 能够得到叶片周围高精度的三维流场结构和细节. 常常用于叶片的气动性能评估、绕流流场分析以及尾流特性分析等. 该方法假设前提少, 在叶片的非定常计算分析中更具优势. 但由于风力机三维流场多尺度性, 来流风况的非定常、高湍流特性, 叶片表面的不规则性, 采用该方法计算非常复杂耗时, 通常要在并行机或超级计算机上进行, 限制了其在工程设计中的应用.
涡方法的核心思想是将风力机三维流场中的涡量分布简化为集中分布的线涡和面涡等形式, 配合以刚性尾涡或自由尾涡模型进行风力机气动性能的计算. 根据叶片附着涡量简化形式不同, 又可分为升力线模型、升力面模型和三维面元模型. 与升力线模型和升力面模型相比, 三维面元模型不需要翼型的二维实验升阻力系数, 计算精度更高. 同时与CFD模型相比, 其提高了三维流场的计算效率. 中国科学院工程热物理研究所]通过将面元模型分别同边界层模型以及降阶模型相结合, 使面元模型的粘性计算能力得到拓展, 且大分离流的计算精度得以提高.
BEM方法在3类方法中计算时间最短(一般叶片性能的计算只需几秒钟). 它将叶片分成多个叶素独立计算, 容易与叶片的结构动力学模型融合. 因此, 它是目前工程设计中应用最广泛的叶片气动性能计算方法, 也被目前商用的风力机专用软件GH Bladed和FOCUS所采用. 当然, 由于其较大地简化了实际风轮模型, 在非定常模拟以及局部气动性能分析上, 存在较大误差. 因此, 为了提高该方法的计算精度, 一些结合理论推导和经验公式的修正模型不断产生[31,32].
目前为止, 一些学者对以上不同的分析方法进行比较, 发现它们的计算结果具有较好的一致性. 但由于风电叶片的非定常气动特性求解复杂, 用于BEM修正的模型往往是基于近似理论或经验修正公式, 其正确性通常在一定条件下成立, 如动态失速模型. 因此需要进一步研究改进以扩展其适用范围.
2.2 结构设计技术发展趋势
叶片结构设计的目标是寻求保持叶片气动外形和结构可靠性的前提下, 经济性最优的叶片材料铺层参数.
叶片材料
材料是叶片结构设计的基础, 同时对叶片的气弹响应特性以及结构性能具有非常重要作用. 风电叶片材料在经历了木材、布蒙皮、金属蒙皮以及铝合金后, 目前已经基本被玻璃钢复合材料取代. 这主要是因为其具有以下优点: (1) 可根据风力机叶片的受力特点设计强度与刚度, 最大限度地减轻叶片质量; (2)容易成型; (3) 缺口敏感性低, 疲劳性能好; (4) 内阻尼大, 抗震性能好; (5) 耐腐蚀性、耐候性好; (6) 维修方便、易于修补. 玻璃纤维复合材料叶片主要包括以下4类材料: 玻璃纤维、树脂、黏结剂及芯材. 根据叶片各部分的受力特点和功能属性, 这些材料应用在不同的叶片位置, 同时对于不同材料的性能要求也各有侧重. 目前常用的玻璃纤维为E-玻璃纤维, 随着叶片的长度增加, 对玻璃纤维的强度、模量等属性提出了更高要求, 因此一些更高性能的玻璃纤维已经出现, 如法国Saint-Gobain 集团的H玻纤; 中国中材科技股份有限公司的HS2和HS4高强硅-铝-镁玻璃纤维; 重庆同际复合材料有限公司的无硼无氟环保型TM粗纱等. 为进一步减少叶片质量, 碳纤维逐渐应用到大型风电叶片中, 如Vestas的80 m叶片, SSP的83.5 m叶片, 中材的77.7 m叶片. 已有的研究表明, 碳纤维风电叶片相比玻璃纤维叶片减重可达30%以上. 这主要是因为:碳纤维增强材料的拉伸弹性模量是玻璃纤维增强材料的2–3倍, 其抗拉强度是玻璃纤维的1.12–1.44倍, 且具有较高的抗压缩强度、抗剪切强度和优良的阻尼特性. 此外, 碳纤维的导电性还能避免雷击. 其缺点主要是: (1) 韧性差, 形变量不足, 耐磨性及止滑性不佳, 脆性较大; (2) 价格昂贵; (3) 容易受工艺影响(如铺层方向), 浸润性较差, 对工艺要求较高; (4) 成品透明性差, 且难于进行内部检查. 为了利用碳纤维高强高模的特性优势, 同时控制叶片成本, 碳玻混合技术已经成为大型叶片重要研究和应用方向. 目前主要有两种途径, 一种是在叶片的主承力位置铺设碳纤维, 如梁帽、前后缘等, 而在其他地方仍使用玻璃纤维. 一种是直接将碳纤/玻纤混织成一体, 然后作为一种材料进行铺设和制造. 近几年来, 性能更佳的碳纳米管(CNTs)也得到研究人员和原材料厂商重视, 相关的应用研究已经开始[34,38], 如果能够较好地解决CNTs在树脂中的团聚问题,则该材料有望成为大型叶片的另一种重要材料.
随着人们对环保的要求越来越高, 废弃叶片的处理已经逐渐成为一个严重问题. 目前大多数叶片采用聚酯树脂、乙烯基脂以及环氧树脂等热固性树脂基体制成. 这类叶片既难然烧, 又难降解, 占用大量土地.研究低成本、可回收利用的绿色环保复合材料已成为目前重要研究方向. 其中热塑性复合材料受到了科研人员和叶片厂商的广泛关注. 因为, 相比于热固性复合材料, 它具有以下优点[39]: (1) 可以回收; (2) 成型工艺简单, 可以焊接; (3) 比强度高; (4) 一些机械性能好, 如比刚度、延伸率、破坏容许极限均较高, 延展性好; (5) 耐腐蚀性好; (6) 固化周期短. 其缺点是热塑性树脂的熔融黏度高, 工艺能耗高, 耐疲劳性差. 因此,寻求低熔融黏度高力学性能的树脂成为热塑性复合材料的研究重点. 此外, 生物质纤维材料的相关研究也已开展并尝试在叶片生产中进行应用[40–43]. 但由于此类材料与玻璃钢复合材料相比, 综合性能较差, 如竹制复合材料叶片强度低, 亚麻纤维叶片制造成本高. 还有待进一步研究改进.
结构设计方法
目前, 大型风电叶片主要由壳体, 大梁, 腹板, 叶根增强、前尾缘增强以及防雷系统等部分组成. 因此,叶片的结构设计主要是依据以上各部分的功能特点进行合理的材料布置.
叶片结构设计需要考虑的因素众多, 如模态分析、刚度分析、极限强度分析和疲劳分析. 模态分析要求叶片的固有频率避开整机的共振区间; 刚度分析主要是控制叶片变形, 满足叶尖与塔筒间隙的设计要求; 极限强度分析要求叶片在极限载荷作用下, 材料和结构满足极限强度和屈曲稳定性要求; 疲劳分析则是要求叶片各材料满足20年甚至是更高年限的使用寿命. 随着叶片设计技术的进步, 一些以往不太关注的结构性能逐渐成为叶片结构设计的必要设计指标,如结构胶的极限与疲劳强度分析、基体材料的IFF分析、非线性屈曲分析和铺层工艺的可操作性等. 此外,叶片大型化和柔性化带来一些新的问题, 如叶片的一阶扭转频率越来越低, 叶片气弹发散以及颤振稳定性边界逐渐降低[44], 甚至威胁风电机组的正常运行, 因此, 叶片气弹稳定性分析将是未来大型叶片结构设计的必要内容, 如何通过结构设计提高叶片的气弹稳定性具有重要意义. 还有叶片的几何非线性问题, 它对叶片的气弹耦合特性将产生重要影响, 如叶片载荷.总之, 为了设计更好的叶片, 需要分析的设计指标会越来越全面.
在叶片结构设计方法方面, 目前几乎均采用正问题方法进行叶片的结构设计. 也就是依据设计经验和材料特性给定铺层或等比例放大已有的叶片铺层,利用工程梁模型或有限元模型(如FOCUS, BModes[45],ANSYS, ABAQUS)进行叶片的各项性能分析, 通过手动迭代或自动迭代的方法得到满足各项设计指标的叶片铺层信息, 包括各材料位置、厚度、角度、叠放顺序等参数. 而在自动迭代分析时, 往往借助智能优化算法进行(如遗传算法、粒子群优化算法). 由于叶片结构铺层参数多样, 可设计性强, 该方法往往针对质量占比大的部分, 如梁帽、后缘增强以及尾缘增强.通过建立上述各部分的参数化模型和相应的叶片性能分析方法, 并同优化算法耦合起来, 最终达到优化叶片结构的目的, 这也是目前提到的各种叶片结构优化设计方法. 由于一些与结构有关的性能分析方法, 如依据标准载荷工况的极限载荷计算, 不易建立优化设计模型, 所以此方法得到的铺层还需进一步检验. 但优化设计方法对设计者的经验依赖度低, 且计算快, 适合初始叶片结构设计. 手动迭代方法能够全面细致地分析每项设计指标, 更适合叶片结构的详细设计. 目前, 有关叶片结构优化设计的研究越来越多[46,47], 采用优化设计模型进行大型叶片设计已经成为一种趋势,但是如何建立更准确、更高效的结构设计指标分析模型是其重点和难点, 如叶片疲劳分析、叶根预埋螺栓套与复合材料的接触应力分析和三维气弹响应分析等. 此外, 反问题设计方法是一种比较高效的设计方法, 但由于风电叶片结构设计涉及的参数众多, 至今还没人提出相关的设计模型. 随着研究的深入, 也许它能成为未来大型叶片设计的新途径.
新叶片结构
为了更好地解决风电大型化带来的相关问题, 一些新的叶片结构也不断提出, 并进行了相应分析, 甚至部分已经得到商业应用. 如Blade dynamics叶片设计公司提出了模块化设计技术以降低叶片质量, 它将叶片的壳分成多块设计和制造, 然后再组装成型.已完成49 m的叶片设计. Xie等人[48]提出的可折叠(Folding)叶片, 叶片分成两段, 叶尖段可折叠以降低载荷. 为了解决大型叶片的运输问题, Enercon提出了一种分段叶片, 叶根段为钢结构并在尾缘安装有尾缘盖板以保证叶根段气动外形, 叶尖段为复合材料叶片, 两段通过螺栓连接, 目前该叶片已经生产并批量装机. 中国科学院工程热物理研究所和保定华翼风电叶片研究开发有限公司共同研发的分段式风电叶片也已完成静力试验, 它通过螺栓将两段复合材料叶片连接起来.
此外, 随着对叶片运行可靠性要求的提高, 在线监测叶片的运行状态和叶片载荷成为必要, 这时需要在叶片内部植入光纤等其他应变测量元件, 这些都会对叶片的结构设计提出新的要求.
随着叶片的大型化, 针对不同问题的新型叶片结构形式不断出现, 模块化设计和智能化设计因其在减重、运输及提高运行可靠性方面的优点, 具有巨大应用潜力.
大型风电叶片制造技术发展趋势
叶片的制造技术主要依据叶片的材料体系和三维几何结构发展. 目前为止, 针对复合材料叶片的成型工艺主要有手糊工艺、模压成型、预浸料铺放工艺、拉挤工艺、纤维缠绕、树脂传递模塑(RTM)、真空灌注成型工艺. 这些工艺各有优缺点, 可以根据叶片的材料体系、几何结构、几何尺寸以及铺层功能进行综合运用, 以达到最佳效果.
手糊工艺是生产复合材料风电叶片的一种传统工艺. 因为它不必受加热及压力影响, 成本较低. 可用于低成本制造大型、形状复杂制品. 其主要缺点是生产效率低、产品质量波动大、废品率较高. 手糊工艺往往还会伴有大量有害物质和溶剂的释放, 有一定的环境污染. 目前主要用于叶片合模后的前尾缘湿法处理; 模压成型工艺的优点在于纤维含量高、孔隙率低、生产周期短、精确的尺寸公差及良好的表面形状. 适用于生产简单的复合材料制品. 其缺点是模具投入成本高, 不适合具有复杂几何形状的叶片. 目前大型叶片基本不采用此工艺; 预浸料铺放工艺的主要优势是在生产过程中纤维增强材料排列完好, 可以制造低纤维缺陷以及性能优异的部件. 它是生产复杂形状结构件的理想工艺, 碳纤维预浸料广泛应用于航空业中. 其主要缺陷是成本高. 此外, 预浸料需要手工方式铺放, 生产效率低; 拉挤工艺具有纤维含量高, 质量稳定, 易于自动化, 适合大批量生产的优点. 适用于生产具有相同断面形状, 连续成型制品的生产中.但由于大型叶片的三维几何弯扭结构, 该工艺很少使用. 纤维缠绕工艺能够控制纤维张力、生产速度及缠绕角度等变量, 制造不同尺寸及厚度的部件. 但应用于叶片生产中的一个缺陷是在叶片纵向不能进行缠绕, 长度方向纤维的缺乏使叶片在高拉伸和弯曲载荷下容易产生问题. 另外, 纤维缠绕产生的粗糙外表面可能会影响叶片的空气动力学性能, 必须进行表面处理. 最后, 芯模及计算机控制成本很大; 树脂传递模塑(RTM)属于半机械化的复合材料成型工艺, 对工人的技术和环境的要求远远低于手糊工艺并可有效地控制产品质量. RTM缺点是模具设备非常昂贵, 很难预测模具内树脂流动状况, 容易产生缺陷. RTM工艺采用闭模成型工艺, 特别适宜一次成型整体的风力发电机叶片(纤维、夹芯和接头等可一次模腔中共成型),而无需二次黏接. 真空灌注成型工艺是目前大型风机叶片制造的理想工艺, 与RTM相比, 节约时间, 挥发物非常少, 工艺操作简单, 模具成本大大降低. 相对于手糊工艺, 成型产品拉伸强度提高20%以上.
鉴于真空灌注成型工艺在大型叶片应用上的优势, 目前大型风电叶片制造主要以真空灌注工艺为主. 近几年的研究也主要以此工艺为基础, 针对叶片铺层厚度、新的高模材料、制造效率、叶片成型质量等方面进行的工艺尝试与改进. 目前, 具有创新性同时实用性较强的代表性叶片制造工艺有:西门子风电集团提出的IntegralBlade技术[54]. 它使用两个模具型面和其中的芯模型成一个封闭的型腔, 在型腔里面随形铺放纤维材料和芯材. 通过型腔内建立起的真空体系将基体材料注入模具内, 一次成型大型风机叶片. 与传统的真空灌注成型工艺相比, 它具有的优点包括: 节省人力和空间、无需黏接、质量可靠性高、不会释放VOCs, 对环境污染小. 该工艺已广泛应用于西门子的不同型号叶片制造中; 达诺巴特公司(DANOBAT)开发的叶片自动制造系统[55]. 它的主要功能包括自动喷胶衣、自动喷短切纤维、自动铺层、自动打磨、自动涂胶等. 客户可以根据自身需求来选择整体自动化, 也可以选择其中一个或几个功能. 工作单元采用移动式悬臂梁结构, 横梁上安装有十字滑轨, 相应的工作功能头位于滑轨上, 采用5轴控制, 最终实现各工序的自动化操作. 相对于真空灌注成型工艺, 具有生产效率高, 人工成本低, 叶片质量稳定性好的优点.
除了以上针对现有热固性复合材料体系的制造工艺, 针对热塑性复合材料开发的生产工艺也在不断发展. 如基于低黏度载液技术的湿法模塑工艺以及共混杂成型工艺(Co-Mingling): 即热塑性树脂纤维与增强纤维共混杂而构成共混线纱(Co-Mingling Yarn),共混线纱加热过程中树脂纤维熔化并浸渍增强纤维,直到彻底浸渍所有增强纤维. 这些技术能一定程度上解决热塑性复合材料成型能耗高、纤维浸润差的问题. 但要批量应用到大型叶片的实际制造过程中还有待进一步研究实验.
综上所述, 大型叶片成型工艺将向着高成型质量,高生产效率, 低生产成本和低环境污染的方向发展.一体化和自动化制造工艺以其在成型质量和效率上的巨大优势, 将会成为大型叶片的制造趋势. 同时, 用于热塑性复合材料的制造工艺技术具有巨大发展潜力. 其中, 低黏度热塑性树脂的开发非常关键.
4 总结
21世纪以来, 全球风电产业迅猛发展. 随着人们环保意识提高及风电技术进步, 风电产业将继续保持高速发展态势. 叶片做为风电机组的关键部件, 它的技术发展对推进整个风电产业发展具有重要意义. 为了满足大型叶片发展要求, 新的翼型、材料、设计方法以及制造工艺不断提出, 引领风电叶片的设计与制造技术向开发更高性能的叶片迈进. 总的来看, 大型叶片在气动设计、结构设计以及制造工艺方面存在如下发展趋势:
(1) 在气动设计方面, 高雷诺数下高性能翼型开发是气动设计需要迫切解决的问题. 此外, 发展高精度且高效的气动分析方法特别是用于求解大型叶片非定常空气动力学特性的方法, 以及多学科协调设计方法将是风电叶片的重要研究方向.
(2) 在结构设计方面, 开发性能优越且环保的叶片材料将是目前材料研究的重点. 在此基础上, 优化设计技术以及反问题设计方法将是主要研究方向. 此外,针对不同问题的新型叶片结构形式不断出现, 模块化设计和智能化设计因其在减重、运输及提高运行可靠性方面的优点, 具有巨大应用潜力.
(3) 在制造工艺方面, 具有高成型质量、高生产效率、低生产成本和低环境污染的成型工艺是未来的发展方向. 一体化和自动化制造工艺以其在成型质量和效率上的巨大优势, 将会成为大型叶片的制造趋势.同时, 用于热塑性复合材料的制造工艺技术具有巨大发展潜力. 其中, 低黏度热塑性树脂的开发非常关键.




 正在加载...
正在加载...