切换行业
切换行业

风电增强材料总述
风电叶片主要构成包括树脂基体、增强材料以及粘接剂、芯材等,其中增强材料主要有玻璃纤维和碳纤维两种。1887 年,美国人 Charles F.Brush 建造第一台风力发电机组,叶片使用木材制成,此后100 多年,随着应用技术的积累,风电叶片材料经历了木质材料-金属材料-复合材料的演变过程,目前已完全使用复合材料,而玻纤因为其优异的性能同时兼顾经济性成为大型风力发电机叶片材料的首选。碳纤维是目前已规模化生产的高性能纤维中具有最高的比强度和最高的比模量的纤维,更高的力学性能和轻量化特点均优于玻纤。此前由于国内缺乏生产技术,未能突破量产而成本居高不下,近两年,碳纤维原丝和碳丝均进入扩产期,成本下降可期,将在大叶片时代有更好的增速。当然,玻纤也在发展中,目前头部企业推出高模量玻纤,一定程度上弥补了相较于碳纤维的力学性能的不足,我们认为二者后续将互为补充,共享风电时代增强材料的高增速。在风电叶片成本结构中,原材料占比达到75%。在叶片的设计中,根据不同部位的受力形式与强度需求,选取不同的材料,以达到足够的刚度与强度。叶片中,增强纤维、基体、芯材及结构胶合计占比为总成本的87%,其中增强纤维材料成本占比约为28%。

上图左:叶片成本结构
上图右:叶片材料成本结构
风电叶片用增强材料的核心指标是密度、拉伸强度和模量。复合材料性能优异,作为风电叶片材料具备优异的力学性能、工艺性能和耐环境腐蚀性能。其中最关键的指标是密度、拉伸强度和模量。材料密度越小单位体积质量越轻,在风电叶片大型化背景,叶片长度越来越长,低密度的材料可以满足轻量化的需求。同时,叶片必须具备高刚度和高强度,来满足叶片变截面、曲率大和结构铺层渐变及发电环境艰难的特征要求。随着风电机组大型化,叶片越长整体柔性变形就越大,控制叶尖挠度变形可以确保叶片与塔架之间具有足够的安全距离,避免发生扫塔事故。而材料的拉伸模量是影响叶片变形,增加其刚度的关键因素之一。
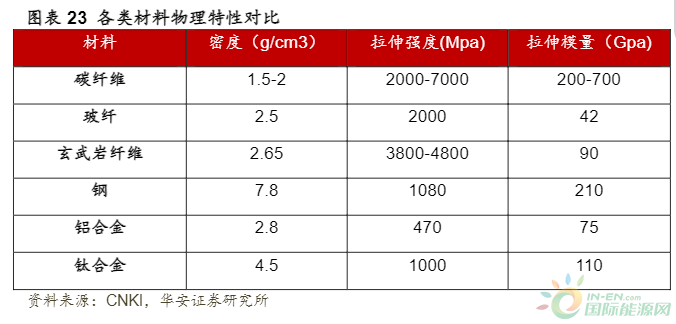
上图:各种材料物理特性对比
拉挤成型适合大批量生产,适宜风电行业。实现纤维增强复合材料嵌入过程的工艺主要包括湿法手糊成型(Hand Lay-up)、预浸料成型 (Prepreg)、真空导入成型(RIM)、缠绕成型工艺(FRTP)、拉挤成型(Pultrusion)等。真空导入成型是目前生产叶片的主导工艺,主要优势为污染小,品质稳定、生产效率高以及较易商业化。而湿法手糊成型虽然成型模具简单投入少,但质量差、污染大、效率低。预浸料成型综合性能较优,但成本较高。缠绕成型通常应用于玻璃钢容器及管式压力容器,如氢气瓶。拉挤成型生产效率较高,适于大批量生产且制品质量稳定,轴向力学性能佳,比较适宜风电行业领域,近年来占比快速升高,特别是碳纤维拉挤工艺降低了碳纤维的应用成本,近年来得到快速发展。
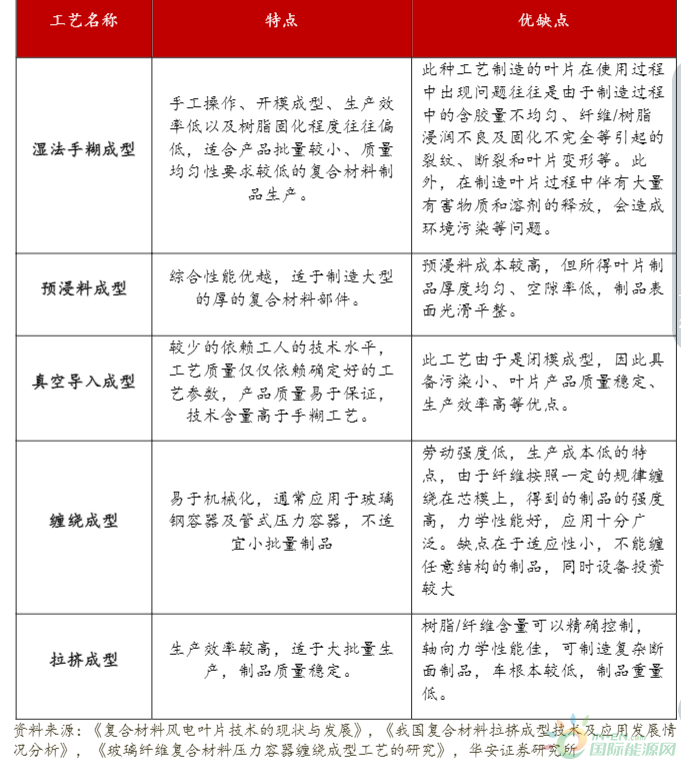
上图:复合材料成型工艺
玻璃纤维:当前主流的风电增强材料
玻璃纤维性能优异,应用广泛。玻璃纤维是一种性质优异的无机非金属材料,其主要成分为二氧化硅、氧化铝、氧化钙、氧化硼、氧化镁、氧化钠等。其最大的特征是抗拉强度大,比同成分的玻璃高几十倍,此外耐热性好,有优良的绝缘性,抗腐蚀能力强。由于这些优异的性能,玻纤及其向下加工制成的玻纤制品有了广泛的应用空间。尤其是玻纤经过浸润、粘结、加工等步骤制成的玻纤制品。2000 年以后,随着各种增强型浸润剂的应用,增强型玻纤制品在复合材料中得到迅猛发展,能够替代钢、铝、木材、水泥、PVC 等多种传统材料。玻纤产品主要包括无碱纱、中碱纱和玻纤制品等,不同产品的市场针对性很强,通常用作复合材料中的增强材料、电绝缘材料和绝热保温材料,用于建筑材料、交通运输、电子电器、环保风电等领域。
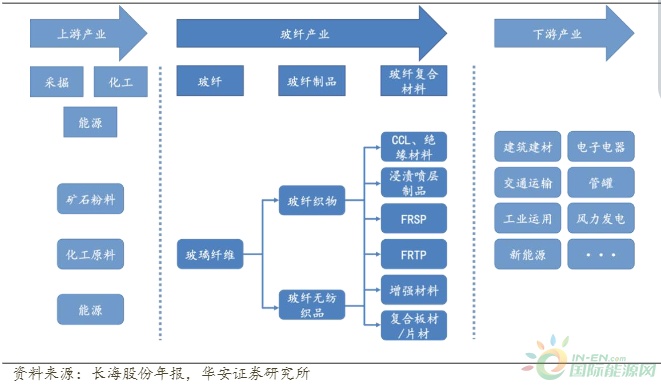
上图:玻纤行业产业链
近十年来,我国玻纤的表观消费量持续增长,CAGR 达到 10.8%。2021 年,需求量约 471 万吨。当前我国玻纤终端需求结构如下图所示,建筑仍占据最大的份额占比34%,风电需求占比7%,但增速较快。

上图左:中国玻纤表现及销量
上图右:国内玻纤消费结构
玻纤作为风电增强材料具备较高性价比。玻璃纤维复合材料由于具有轻质高强度的特性,在制品轻量化、资源综合利用等减少碳排放方面具有巨大优势。玻纤作为风电增强材料具有明显优势,主要因为玻纤不仅具备优异的性能,同时兼顾经济性。研究表明,玻璃纤维的密度比钢低67%,比铝合金低10%左右,应用在风电叶片上能大幅降低重量提升发电效率,降低运输成本。玻纤的拉伸强度比金属材料高2~6 倍,拉伸模量仅略高于铝合金,目前市场主流高模量玻纤拉伸模量达到89Gpa。此外,增强材料成本占风电叶片总成本的21%,成本占比较大,因此在增强材料选择上需考虑其经济性。我国玻纤行业成熟的产业链基础以及多年来降本的努力使得玻纤具有很强的性价比。目前,玻纤的比强度单价仅7.2 元/吨,仅达到其他材料的10%。极具性价比使玻纤成为风电叶片增强材料的主流选择。玻纤在风电领域的运用称为风电纱,应用主要集中使用在叶片上,少量使用在机舱罩等部位。玻纤在叶片的蒙皮、腹板和主梁上都有广泛的应用,其中拉挤板主要用于叶片主梁结构上,由玻璃纤维或碳纤维制成。蒙皮提供叶片气动外形并承担大部分剪切载荷,用于捕获风能,主要材料为多轴向玻纤。
双碳背景下,风电纱需求稳定增长。根据明阳智能招股说明书披露,单位GW 风电装机所需玻纤用量在 1 万吨左右。截至 2021 年,国内累计风电装机量为 329.10GW,预计2025 年新增装机量91GW,对应玻纤需求至少约91 万吨。
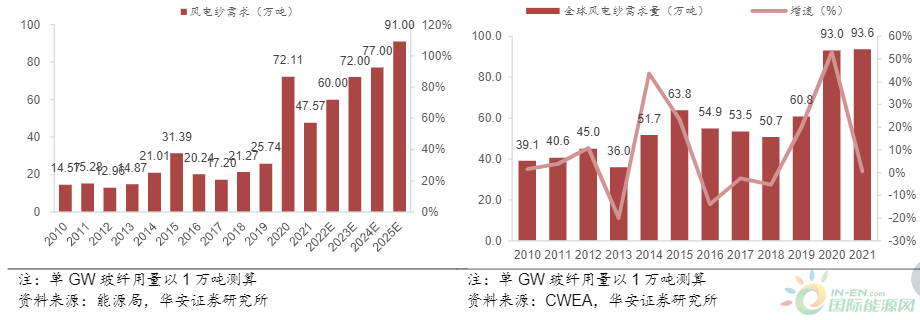
上图左:中国风电纱需求测算
上图右:全球风电纱需求测算
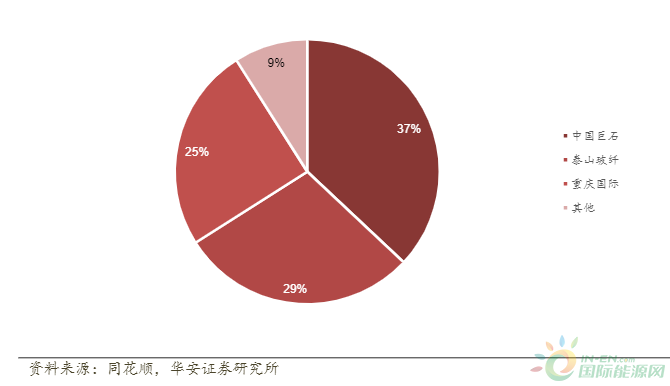
上图:中国风电纱玲玉市场格局
我国玻纤产能占全球比例超过 60%,产能集中度高。2021 年,我国玻纤产量突破600 万吨,占全球总产量的70%以上,中国已成为世界规模最大的玻纤生产国。通常玻纤生产线开窑后,需要连续生产8-10 年,中途难以降低负荷调节产量(因非正常停窑产生显著额外成本),因而玻纤供给较为刚性,调节余地小。供给侧的影响主要集中在新增产能和冷修产能。预计目前所有冷修项目及在建产能全部投产后,将提升300 万吨/年产能。

上图:主要生产企业冷修技改计划

上图:主要生产企业扩建计划
2021 年,我国玻纤增强复合材料制品产量 584 万吨,其中玻纤增强热塑性复合材料274 万吨,玻纤增强热固性复合材料310 万吨,风电用途属于后者。全球玻纤行业主要有七大生产企业:分别为国内的巨石集团有限公司、重庆国际复合材料有限公司、泰山玻璃纤维股份有限公司、山东玻璃纤维股份有限公司以及美国欧文斯科宁-维托特克斯公司(OCV)、日本电气硝子公司(NEG)和美国Johns Manville 公司(JM)。目前这7 家公司占据的全球玻纤总产能的72%。整个行业呈现寡头垄断特点,并在过去十年未有变化,行业格局非常稳定。按各国企业产能占比进行测算,2021 年中国占全球玻璃纤维产能约71%,中国已成为全球最大的玻纤生产基地,产业链完善。国内供给同样呈现寡头垄断的特点,2021 年中国巨石、泰山玻纤、重庆国际占据60%以上的市场份额。因为玻纤行业重资产、资本密集、核心技术不易获得这些特点保证了玻纤行业中的龙头能不断积累规模优势,降低成本,同时加强技术研发,通过技改进一步降低成本。
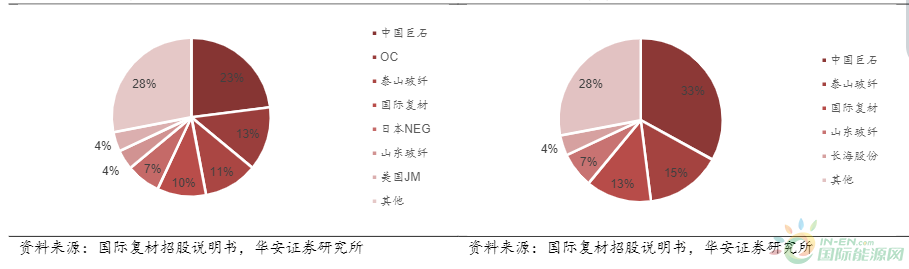
上图左:2020年全球玻纤供给格局
上图右:2021年中国玻纤供给格局
叶片大型化的背景下,高模玻纤是玻纤未来发展方向。与普通无碱玻纤相比,高模高强玻纤具有拉伸强度高、弹性模量高、抗冲击性能好、化学稳定性好、抗疲劳性好、耐高温等优良性能。随着近十年玻纤企业持续不断的技术创新,每一代玻纤的模量都提升了 10%左右, 90Gpa 已能满足目前的市场需求,中国巨石最新的超高模量E9 玻璃纤维拉伸模量达到100Gpa,比普通E 玻纤提高36%,并且其强度比普通E玻纤提高60%,预计满足至少未来三年的市场需求,有力地促进了叶片大型化的发展。

上图:各种材料物理性质对比
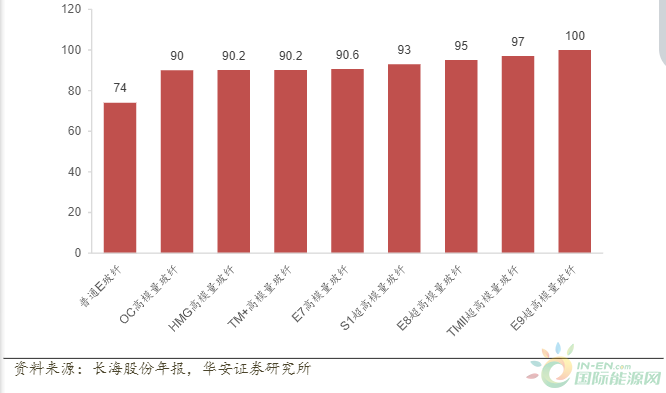
上图:各型号拉伸模量对比
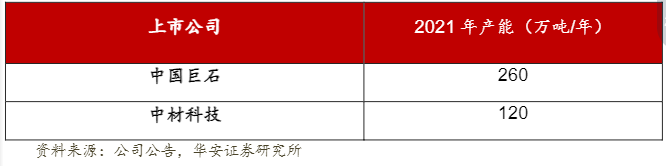
上图:布局风电领域玻璃纤维上市公司产能情况
碳纤维:受益于叶片大型化,国内突破量产打开降本空间
碳纤维是一种高强度轻量化材料。碳纤维是由聚丙烯腈等有机纤维在高温环境下裂解碳化形成的含碳量高于90%的碳主链无结构无机纤维,是目前已规模化生产的高性能纤维中具有最高的比强度和最高的比模量的纤维,其比重不到钢的 1/4,强度却是钢的7~9 倍。根据文献记载,原子间结合力模型计算可得出碳纤维理论抗拉强度高达180GPa,但实验室数据仅达到9GP,仍有很大的发展空间。另外,碳纤维具有耐高温、耐腐蚀以及其他材料不可替代的耐摩擦、耐承压、导电、导热等优良性能,其中耐高温性能是化学纤维之最,在2000°C以上的高温惰性气氛中,唯独碳纤维是强度不下降的材料。碳纤维原丝本身是丝状的,通常将其经过预氧化、碳化、纺丝后加入树脂、陶瓷等补强材料并经过工艺成型获得碳纤维复合材料(简称为复材)从而进行终端应用,目前广泛应用于风力发电、体育休闲、压力容器、碳/碳复合材料、航空航天等领域,且有很强的拓展性。

上图:碳纤维与玻璃纤维及钢材对比
叶片大型化后,碳纤维已经成为必要选择。随着叶片长度的增加,对增强材料的强度和刚度等性能提出了新的要求,玻璃纤维在大型复合材料叶片制造中逐渐显现出性能方面的不足,特别是对于超过100 米的叶片。为了保证在极端风载下叶尖不碰塔架,叶片必须具有足够的刚度。既减轻叶片的质量,又要满足强度与刚度要求,有效的办法是采用纤维进行增强,在发展更大功率风力发电装置和更长转子叶片时,采用性能更好的碳纤维复合材料势在必行。全球风能理事会(CWEA)数据显示,2015-2021 年间,全球风电领域的碳纤维需求迅速从 1.8 万吨增长到了 3.3 万吨,占到了 2021 年全球碳纤维总需求的约30%,碳纤维风电叶片成为碳纤维下游的最大市场。
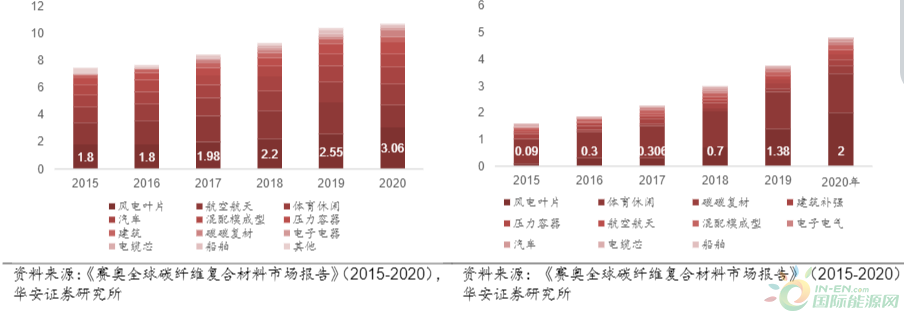
上图左:全球碳纤维下游结构(万吨)
上图右:中国碳纤维下游结构(万吨)
按照原丝制备中的原料种类,碳纤维可以分为聚丙烯腈基(PAN 基)、沥青基和粘胶基。其中,由于PAN 基碳纤维原料来源广、工艺技术成熟、经济性较好而被广泛应用,当前 PAN 基碳纤维占碳纤维总量的 90%以上,沥青基占 8%,粘胶基不到 1%。因此,碳纤维一般指PAN 基碳纤维。

上图:碳纤维原丝种类类型
力学性能是碳纤维的核心性能指标和分类依据,按照现行聚丙烯腈基碳纤维国家标准 GB/T 26752-2020 的力学性能分类,PAN 碳纤维分为高强型、高强中模型、高模型、高强高模型四类,具体分类如下:

上图:碳纤维力学性能分析
一般使用碳纤维中单丝根数与1,000 的比值对单束碳纤维包含的碳纤维数量进行衡量, 如12K 指单束碳纤维中含有12,000 根单丝的碳纤维。按照每束碳纤维中单丝根数,碳纤维可以分为小丝束和大丝束两大类别。通常将48K 以下的称为小丝束,通常包含1K、3K、6K、12K、24K,48K 及以上的称为大丝束碳纤维。通常来说,丝束越大,聚集越容易,但同时展纱效果就越差,浸润胶液的效果也越差,同时单丝中容易发生空隙等问题。同时,大小丝束的稳定程度存在差异,小丝束碳纤维的变异系数控制在5%以内,抗拉强度较为稳定,离散型较小,大丝束碳纤维的变异系数则在15-18%,离散性更高,稳定度低。离散性低意味着强度更高。但从大规模工业化的角度,大丝束碳纤维在相同的生产条件下,可大幅度提高碳纤维单线产能,实现生产低成本化,打破碳纤维高昂价格带来的应用局限,因而是一个极有潜力的市场,特别适用于风电这种需要兼顾性能和成本的应用领域。
总体而言,小丝束碳纤维性能优异但价格较高,一般用于航天军工等高科技领域,以及体育用品中产品附加值较高的产品类别,主要下游产品包括航空航天、高尔夫球杆、网球拍等。大丝束产品性能相对较低但制备成本亦较低,因此往往运用于基础工业领域,包括风电能源、土木建筑、交通运输等。
拉挤法逐渐成为主流,为碳纤维在风电上的应用打开空间。早期,尽管碳纤维有着优越的性能,但其在风电领域的应用十分受限,主要是因为 2015 年之前,碳纤维应用在风电叶片的工艺主要以预浸料和真空灌注为主,部分采用小丝束碳纤维,平均价格偏高,经济性差,且此类成型方法操作复杂、生产效率低,限制了其在各领域的普及应用。
2015 年开始,维斯塔斯通过拉挤工艺,大幅提高了碳纤维体积含量,减轻了主体承载部分的质量,且降低了碳纤维成本。维斯塔斯公司开发出碳纤维拉挤工艺制作的叶片大梁后,开始大规模推广碳纤维在风电领域的应用。目前,该公司兆瓦级以上风机叶片都使用碳纤维复合材料,极大地推动了碳纤维在风电领域的应用。2021 年风电的碳纤维用量3.3 万吨,仅维斯塔斯用量就在2.5-2.8 万吨左右。
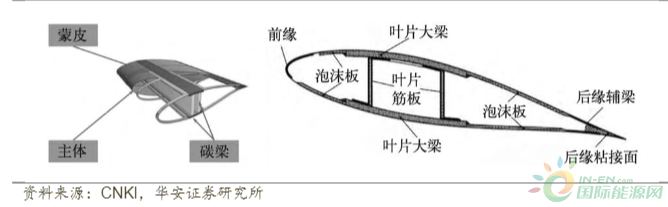
上图:碳梁在叶片中的结构示意
叶片用碳纤维复合材料大梁的制作方面可以分为预浸料工艺、灌注工艺、拉挤(碳板)工艺三种。预浸料工艺是碳纤维先制成单向预浸料,然后在模具中铺层,用真空袋加压,并除去层与层之间的空气,最后升温固化,得到大梁。灌注工艺是碳纤维先编织成单向布,然后在模具中铺层,用真空袋加压,并除去层与层之间的空气,同时把树脂导入,最后升温固化,得到大梁。拉挤工艺是先将碳纤维制成拉挤板材,然后在叶片制作时,在设定位置内,把拉挤板材黏贴在蒙皮上制成大梁。其生产过程简单、工艺成熟稳定、生产效率高、生产成本可得到很好的控制。成本下降主要体现在可以减少工序,相应减少模具的投入。同时与灌注工艺相比,拉挤的树脂含量更低,可以使叶片重量下降 3%。根据《赛奥全球碳纤维复合材料市场报告》,缠绕拉挤工艺占碳纤维复材的占比从2017 年的26%提升到了2020 年的36%。2020 年,缠绕拉挤工艺第一次超越预浸铺放工艺,成为碳纤维使用最多的工艺,其背后分别是氢气瓶和风电市场对碳纤维的需求提升。随着大丝束需求的进一步增长,拉挤工艺的渗透率会继续提升。
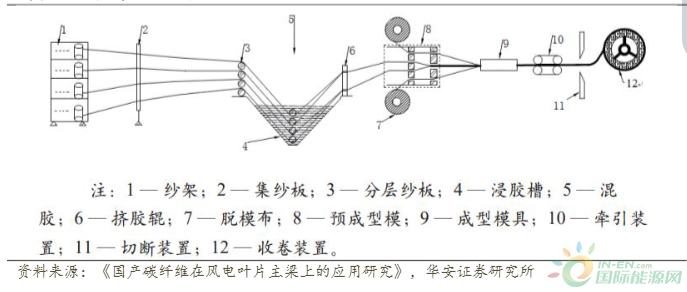
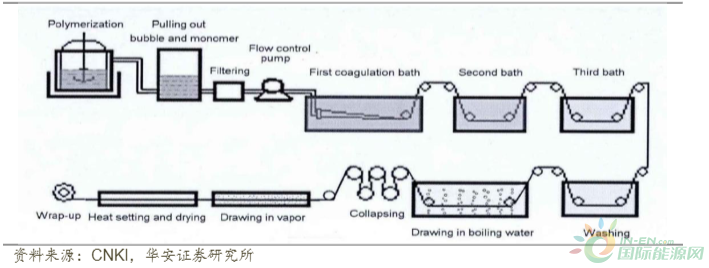
上图左:拉挤工艺流程
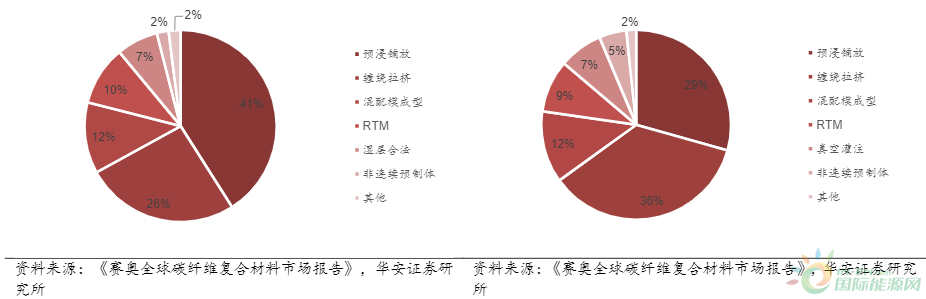
上图左:2017年全球树脂基碳纤维复材工艺占比(%)
上图右:2020年全球树脂基碳纤维复材工艺占比(%)
这一工艺长期受维斯塔斯专利保护,研发新型主梁结构设计并获得更好的产品性能较为困难,因此此前国内碳纤维制造商只能通过进入维斯塔斯供应链的方式,因而一定程度上制约了中国碳纤维叶片及相关产业链的发展。至2022 年7 月19 日,全球风电整机巨头维斯塔斯碳纤维叶片核心专利拉挤工艺到期,国内拉挤法渗透率有望进一步提升,从而带动碳纤维在风电叶片上的需求量进一步增加。当前已有较多企业已开始布局碳纤维拉挤产线,光威复材已实现碳纤维拉挤板供应Vestas,恒神股份也在拉挤板领域有所布局。
碳纤维产业链较长,核心环节集中在原丝和碳丝环节。碳纤维生产过程,主要分为PAN 纺丝原液的制备、PAN 原丝的纺制、原丝预氧化及碳化、复材成型几个环节。具体的,有机聚合物(主要为聚丙烯腈)单体进行聚合并溶解;得到的聚合物按照不同的纺丝工艺进行纺纱、洗涤、拉伸得到碳纤维原丝;原丝添加化学品稳定后,在厌氧、高温环境下碳化排出所有非碳材料,形成纯碳网状链,后经表面处理、上浆后形成碳纤维(称为碳丝);得到的丝束加入树脂、陶瓷等补强材料并经过工艺成型获得碳纤维复合材料。其中原丝环节是最后产品品质的关键,有学者曾提出:“碳纤维质量 90%在原丝”。如果在原丝环节出现品质缺陷,如表面孔洞、沉积、刮伤以及单丝间黏结等,在后续加工中很难消除,从而造成碳纤维力学性能的下降。只有得到高取向、高强度、热稳定性好、纤度均匀、杂质和缺陷少的原丝,才能有效提高碳纤维质量。
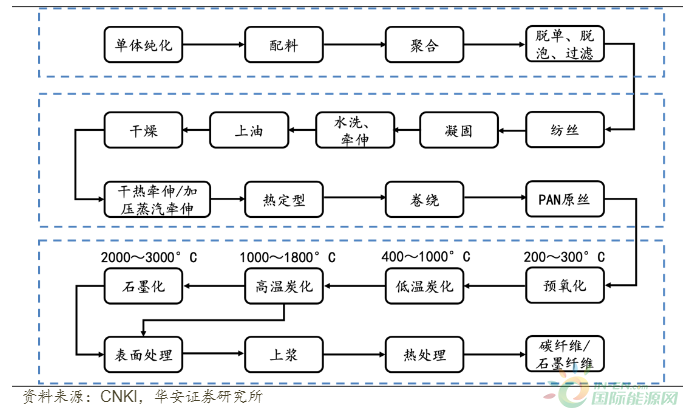
上图:PAN基碳纤维生产流程
从产业链角度,我国是原料聚丙烯腈生产大国,但原丝和碳丝环节仍由日美韩主导,这主要是我国碳纤维产业发展起步较晚导致,但随着我国风电等领域全球影响力的加大带来国内需求的繁荣,我们能够看到碳纤维的技术工艺产能都在快速进步,进口依赖的现象也在逐渐改善,近几年将成为高速发展的窗口期。2020 年,我国大陆地区PAN 基碳纤维对外依存度62%,较2015 年的85%已降低22pct。
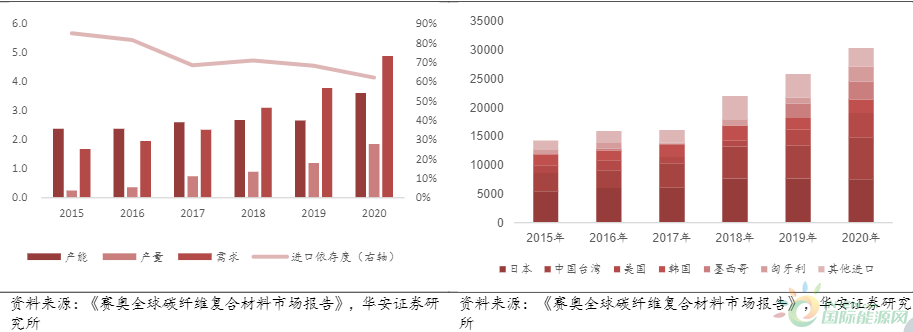
上图左:中国碳纤维产能产量(万吨)及进口依存度
上图右:碳纤维进口来源(吨)
原丝环节核心壁垒在于设备、纺丝工艺和过程控制。尽管从碳丝和复材角度上来说,我国国产化率提升喜人,但原丝国产化的进度较慢,尤其对于大丝束,当前商业化生产销售的仅吉林碳谷。多年来,原丝质量低于海外是根本问题。我们认为,原丝环节核心壁垒在于三个环节——设备、纺丝工艺和过程控制。
设备:目前原丝核心设备仍主要依赖进口,仅有部分部件来自国产,国产整体设备和海外差距较大。海外标准设备在工艺适配性上有不足,也较难满足企业自身的参数要求,因此也需要有改造、调整进口设备的能力。
纺丝工艺:碳纤维原丝纺丝工艺的选择及控制为稳定生产高性能原丝的关键因素。纺丝工艺主要分为湿法纺丝、干法纺丝和干喷湿纺(亦称干湿法纺丝),主要区别在于喷丝板与凝固浴的位置关系不同。目前,国内外生产聚丙烯腈原丝的工艺主要为湿法纺丝和干喷湿纺。干法成型的纤维结构较紧密,但内部形成的原纤多,处于淘汰阶段。
湿法成型的纤维纤度变化小,纤维上残留的溶剂少,容易控制原丝质量,是目前广泛应用的纺丝工艺,干喷湿纺是纺丝工艺的新发展趋势。(《高浓度PAN/DMSO 溶液干湿法纺丝工艺研究》)湿法纺丝是原液经过计量泵,然后从喷丝头挤出,原液细流直接进入凝固浴,在凝固浴中迅速凝固成丝条,形成初生纤维。纺丝原液从喷丝头喷出进入凝固浴后,原液细流的表层首先与凝固浴接触,进行传质,很快凝固成一薄层,凝固浴中的水不断通过这一薄皮层扩散至细流内部,而细流中的溶剂也通过皮层扩散至凝固浴中。
干喷湿纺不直接浸入凝固浴,是纺丝原液经过喷丝板喷出之后先经过一段 3-10cm 的空气层,然后再进入凝固浴。空气层是有效的拉伸区,不仅可提高纺丝速度,而且容易得到高强度、高取向的原丝,原丝的结构均匀致密,因此要得到高强度的碳纤维,较好的方法是采用干喷湿纺。同时,由于干喷湿纺工艺要求高压纺丝和高倍牵伸,所以还能够令生产效率成倍提高。但此方式对纺丝工艺和原液质量要求极高,任何不稳定因素导致的任何一根原液断流都会最终破坏整个喷丝板的正常生产,因此干喷湿纺技术难度较大,国内仅少数企业能够掌握成熟工艺技术。


上图左:湿法纺丝和干喷法纺丝的主要差异

上图:主要碳纤维厂商及纺丝方法
上图:PAN基碳纤维生产工艺流程
按照聚合和纺丝工艺是否连续可以分为一步法、两步法。由于溶液聚合可直接获得聚合物溶液,只要经过脱单、过滤及脱泡后即可用于纺丝,因此被称为一步法;而两步法使水相聚合,先通过水相沉淀聚合得到 PAN 固体粉料,然后经过粉碎、烘干等供需,最后利用有机溶剂溶解PAN 粉末来生产纺丝原液。总的来说,两者各有优劣。一步法工艺相对简单,可控性较好,但由于聚合过程不易散热、消耗的第三单体及溶剂较多、溶剂不易回收、溶剂的链转移系数大,不易获得高分子量的PAN 聚合物;两步法的聚合过程散热较为容易,溶剂几乎没有链转移系数,因此可获得一步法溶液聚合所不能获得的高分子量的PAN 聚合物,且纺丝原液通过溶解制备,使得可用于纺丝的PAN 原液可选范围广,提高了分子量和浓度上限。但另一方面,两步法工艺复杂,会加大生产成本,容易引入杂质,且聚合物粒径较大不易制得高性能 PAN 原丝,较少用于小丝束碳纤维原丝生产。目前“一步法—湿法”纺丝工艺是我国绝大部分碳纤维生产企业采用的工艺路线。

上图:PAN原丝的制备过程
过程控制:碳纤维的生产工艺流程复杂精密,全部参数多达3000 余个,因此整个碳纤维生产过程中的过程控制要求极高。纺丝原液的制备决定了PAN 大分子链的微观结构, 是整个流程的源头和基础,溶液净化程度和溶解的均匀性都可直接决定干喷湿纺工艺能否生产顺利甚至是否可行;原丝是碳纤维前驱体的成形阶段,原丝的高强度、细旦化、分纤性能优良、质地均一是制备高性能碳纤维的前提;预氧丝的制备是碳纤维生产过程中承前启后的桥梁,是组织结构转变的重要过渡阶段;碳化是乱层石墨结构形成、长大和有序化阶段,是碳纤维拉伸强度大幅度提高的阶段。整个生产流程中的每个环节都会对最终碳纤维质量造成不可逆转的影响,尤其是工艺中的缺陷,更是会跟随每一级流程遗传至终并产生连锁甚至扩大缺陷效应,因此,必须控制好每一步的生产质量,才会最终制得高性能碳纤维。对于大丝束来说,精确控制和生产过程中的调整均是难点,需要专业团队和长期的技术积累。
碳丝环节核心壁垒在于设备及调试过程。PAN 原丝先进入预氧化炉(通常在180~280°C)生产出预氧化纤维,达到让预氧丝在炭化高温下不熔不燃,保持纤维状态,热力学处于稳定状态;预氧丝再放入低温炭化炉(300~1000°C)和高温炭化炉(1000~1600°C)制成碳丝。在预氧化和碳化的两个过程中,控制温度和时间是控制反应速度和结构变化过程的关键,也是核心设备的主要技术点。两个环节主要涉及的专用设备是预氧化炉和炭化炉,当前国内企业在这两个核心设备环节已基本完成国产化。但设备之外,厂家还需要根据自己的技术认知和经验对设备进行调试、改造,这个环节同样重要,需要经年累月的技术积累和投入,因此我们认为这个环节的竞争是存在先发优势的。

上图:碳纤维领域有布局的上市公司产能情况
碳纤维vs 玻璃纤维:共享风电增长红利
碳纤维和玻纤将共享风电增长红利。玻纤相较于碳纤维有性价比优势,同时高模玻纤新型号的出现增加了其未来的发展潜力,高模玻纤拉伸模量等性能能够比肩碳纤维,同时兼有玻纤的成本优势,在风电渗透率提升过程中仍将扮演重要角色。但当叶片超过一定尺寸后,碳纤维叶片的优势将更加显现,特别是对于追求极致更大叶片的海上风电领域。当叶片超过一定程度,碳纤维比玻璃纤维在材料用量、劳动力、运输和安装成本方面都有显著降低。具体在成本端下降有以下的特点:
质量轻,在满足刚度和强度要求的条件下,碳纤维叶片比玻璃纤维叶片轻20%以上;
低负荷;变桨轴承、偏航系统、风机轮毂、塔筒变得更轻,更易操作、运输及吊装3)扰度更小,机翼部分更薄。机翼气动效率更高,提高风能的利用率和年发电量,动力问题少、预弯少、垂悬部分小,提高叶片的抗疲劳性能,可制造低风速叶片、自适应叶片,利用导电性能避免雷击,具有振动阻尼特性。另外,随着碳纤维产能产量的不断释放,碳纤维成本将很快能够大规模匹配下游可承受范围。总体我们认为,碳纤维和玻纤能够共享风电领域增长红利。






 正在加载...
正在加载...