 切换行业
切换行业

某企业16#风力发电机轴承位磨损损了,磨损厚度1mm,该设备的其他相关数据有:轴承型号FAG6332-M-J20C-C3;轴承位原始直径:160mm;转速:1800r/min。根据上述情况,该企业采用索雷碳纳米聚合物材料技术现场解决风力发电机轴承位磨损问题,效果良好,如下图:
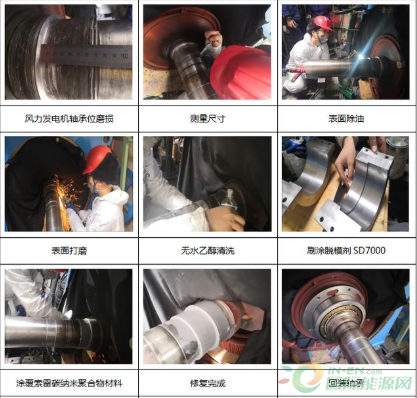
风力发电机轴承位磨损修复
回归问题的开始,我们需要分析一下风力发电机轴承位磨损的原因
轴承内圈的绝缘层高温后热熔在了轴上,轴承位产生高温大概率是由于润滑不足导致的,如果不能及时发现停机,就会造成轴承损坏,严重时甚至能导致轴弯曲变形。除了自动给油装置以外,还需要人工及时加油以此来保证轴承位的润滑。
了解一下风力发电机轴承位磨损的现场修复步骤之工装工艺修复过程
1. 表面烤油:使用氧气乙炔进行烤油,直至油污碳化;
2. 表面打磨:使用磨光机将表面打磨粗糙、干净,直至出现金属光泽,增大材料粘结力;
3. 表面清洗:用无水乙醇清洗轴表面;
4. 确认轴表面无高点后,空试工装确认工装定位面准确无误;
5. 空试完毕后,拆卸工装,在工装内表面清洗干净后涂抹脱模剂;
6. 按比例调和索雷碳纳米聚合物材料,调和至均匀无色差为止;
7. 将调和好的索雷材料均匀涂抹至轴承位的表面,反复刮压,
8. 安装工装,用氧气乙炔加热轴头导热,不但能让材料快速固化,并且还可以提高材料性能;
9. 两个小时后,固化完成后,拆卸工装,测量尺寸为160.08-160.09mm;
10.最后装配轴承到位后修复完毕。




 正在加载...
正在加载...


