切换行业
切换行业

风力发电具有清洁、保护环境、经济效益好、可再生、永不枯竭、基建周期短、占地少、投资少、装机规 模灵活、技术相对成熟、自动控制水平高、运行管理人员少等优点. 风能资源是我国重要的能源资源 ,张 家口市坝上地区作为国内风能资源丰富的地区之一 ,近几年风力发电产业呈现快速发展势头 ,前景非常 广阔 [ 1 ]. 并网型风力发电机组的设计寿命一般为 20年 ,塔架高度在 40m以上 ,位于塔架顶部的机舱重达几 十吨. 现风力发电机组单台设计容量越来越大 ,塔架高度也越来越高 ,这就对塔架的制造提出了严格的 要求. 塔架类型主要有桁架式、管塔式等. 桁架式塔架造价低廉 ,缺点是维护不方便. 管塔式塔架用钢板 卷制焊接而成 ,形成上小下大的圆锥管 ,内部装设扶梯直通机舱. 管塔式塔架结构紧凑 ,安全可靠 ,维护 方便 ,外形美观 ,虽然造价较桁架式塔架高 ,但仍被广泛采用. 本文内容介绍了管塔式塔筒法兰的焊接工艺。
工程概述
2007年张家口三北拉法克锅炉有限公司承揽了国华新能源有限公司的 66套 1. 5MW 风电塔架的 制造任务. 该塔架为管塔式结构. 该塔筒总共高 63. 1m,由 3段组成 ,段与段之间靠法兰连接 ,整体形状 为圆锥形筒体结构 ,外形如图 1所示. 底部最大直径 4. 078m,顶部最小直径 2. 55m,筒体板厚由最底部 28 mm向顶端 12 mm变化 ,总重为 85. 6 t. 法兰和筒体的材质均为 Q345E. 生产该塔筒的关键问题之一 就是控制法兰与筒体焊接后的角变形. 法兰与筒体焊接后的角变形要求如图 2所示 : 法兰与筒体焊接后 ,要求法兰角变形内倾 0~1. 5mm. 法兰与筒体焊接前 ,法兰角变形量为零. 如何保证 法兰与筒体焊接后的角变形控制在 0~1. 5mm范围内 ,是影响塔筒生产进度和保证产品质量的关键性 技术问题。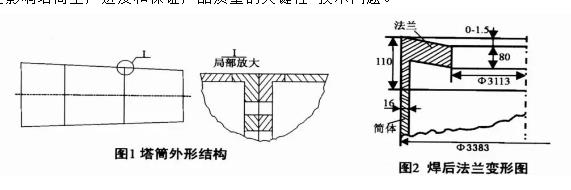
塔筒法兰焊接工艺
为了保证法兰与筒体焊接后的角变形符合要求 ,采用单个法兰、筒体对接点焊后组成一体的焊接方 法 ,图 3为接头组对示意图 ,图 4为焊缝结构示意图. 采用埋弧自动焊 ,直流反接 ,焊丝牌号为 H10Mn2,焊丝直径为 Φ4,焊剂为 SJ101,焊机采用 MZ9 - 1250自动弧焊机配以 ZD5 - 1250型弧焊整流器. 第一层先焊开坡口侧即外侧 ,背面即内侧用碳弧气刨 清根 ,挑成 U型坡口 ,清根完成后用砂轮和角向磨光机打磨坡口及两侧 20mm宽范围至见金属光泽 ,以 清除氧化物和碳化物 ,防止出现夹渣、裂纹等缺陷 ,在内侧焊第二层和第三层. 因为塔筒承受的载荷部分 为疲劳载荷 ,要求焊缝具有较高冲击韧性 ,故焊后需立即进行消氢处理 ,加热温度为 200℃~350℃,保 温 2h左右. 焊接工艺参数见表 1. 利用焊接顺序、坡口大小和焊接线能量三者来控制焊接应力 ,从而控 制法兰焊后的角变形. 法兰焊接完成后对焊缝进行外观检测 ,合格后进行 100%超声检测. 最后检查法 兰角变形量 ,不符合要求时 ,采用火焰加热的方法整形 ,以保证法兰内倾 0~1. 5mm的角变形要求.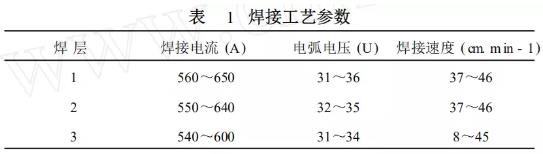
存在问题
(1)先焊法兰外面 ,里面用碳弧气刨清根 ,使清根和清根后的坡口打磨操作极为不方便 ,增加了工 人的劳动强度 ,影响工期.
(2)由于背面清根和坡口打磨操作不方便 ,往往造成清根后坡口不规矩和坡口打磨不干净 ,在焊接 时极易在焊缝内形成气孔、夹渣等焊接缺陷 ,影响产品质量.
(3)法兰角变形靠背面焊缝的焊接应力来实现 ,也即靠焊接时的焊接工艺规范来控制 ,这样容易出 现法兰角变形不一致、超差的质量问题.
焊接工艺改造
针对传统制造方法存在的问题 ,我们采取配对法兰、筒体的制造方法. 法兰与筒体开内破口 ,接头形 式如图 5所示. 焊接完成后增加一道火焰整形的工序. 既提高生产进度 ,又可保证产品质量. 具体操作 如下 :先把两段法兰筒体利用螺栓螺母连接在一起. 在两个法兰之间均匀垫上 2mm厚的铁皮 ,铁皮只垫 在螺栓内测如图 6所示.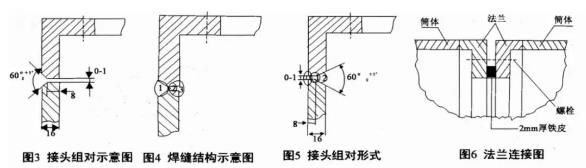
焊接时 ,先焊内侧 ,然后在外侧清根焊接 ,这样清根打磨非常方便 ,避免了传统方法清根、打磨的缺 点. 内侧焊第一层 ,外侧清根后焊第二、第三层. 如图 5所示 ,具体焊接规范参数见表 1,焊接完成后 ,利 用氧乙炔火焰同时加热两个法兰焊缝内测 ,加热温度为 160℃~200℃,使法兰产生变形 ,直至两法兰外 侧间隙消除. 待冷却后拆开 ,检测法兰角变形均符合标准要求. 注意加热时两侧的加热速度和火焰温度 应保持一致 ,以避免法兰变形不对称.设计方法学为艺术设计学带来了超然的创造力 ,艺术设计改变了整个世界 ; 21世纪的艺术设计想要超 越过去 ,必然要寻找新的设计理念与方法 ,这是 20世纪的设计方法学和艺术设计给我们提供的深刻 启示.目前我们所处于的中西文化的碰撞 ,正是设计艺术的发展爆发期 ,也正是为什么会产生艺术与设计 的争论的原因之一.
结论
(1)通过焊接工艺的改进 ,不仅保证了法兰的角变形值 ,而且工艺执行方便、可靠 ,提高了施工效 率 ,焊缝返修率低 ,无论是焊缝外观还是内在质量都较好 ,获得了业主的好评 ;
(2)焊接工艺设计时 ,应充分考虑产品实际情况和现场条件 ,尽量使工艺简洁、实用 ,工艺要有良好 的可操作性 ,这样才能保证产品质量和工期 ;该工艺可在风电塔筒生产中广泛应用。




 正在加载...
正在加载...