切换行业
切换行业

1 供需分析仍然是风电零部件的主线
我们认为风电零部件的研究框架无非还是分析供需两端,需求更多的是看行业,这方面的研究报告很多,我们也就不再赘述。对于供给端来说,我们认为所有的风电零部件可以分为两大类,一类是资产
较重、产能约束较强的,另一类是资产较轻、产能约束较弱的,后者 一般不会有供不应求的问题;前者中,还可以按照两个维度分析,第 一是环保,部分风电零部件在生产过程中有环保约束,扩产受限,部分环保不达标的小厂容易被关停;第二是技术迭代,随着主机的升级, 零部件也需要同步进行技术换代,如果零部件迭代速度比较快的话, 部分技术跟不上的落后产能就会自动消亡。此外,零部件的专用性对 供需也有影响,如果该零部件是通用型的,风电在下游中的占比很低, 那么风电需求即使大幅增加,对其供需格局的改善也是不大的。
不难看出,产能约束强、有环保约束、技术迭代快的专用型零部件是我们追寻的对象,在需求回升的时期盈利弹性也是最大的。

风电零部件主要涉及八个环节:

上述八种零部件可以分为三类:
第一类是专用型的零部件,即产品只能用于风电,叶片、齿轮箱、 机舱罩、塔筒都是这一类(严格的讲塔筒不算零部件,属于和风机并列的主材);
第二类是专用性比较强,但也能生产其他领域产品的零部件,如 主轴、铸件、变流器,生产变流器的公司也会同时生产光伏逆变器、 工业控制用的变频器等,主营风电主轴的通裕重工,其锻件也用于其 他领域,例如水电、压力容器、船舶等,主营铸件的日月股份,其锻 件也用于注塑机领域等;
第三类是通用型的零部件,主要是轴承和电机,轴承除了风电外, 铁路、各种作业机械、机床都会用到;电机也是一样,风电会用到, 火电、核电、光热发电也都会用到。由于供需格局的边际改善不会很 大,我们后续也不再对这种通用型的零部件做进一步的分析。
2 产能约束:熟练工、场地、模具、设备为四大瓶颈
我们首先整理六大环节的固定资产和营业收入比例,即固定资产周转率,以得到一个大致的判断:

可见,大部分风电零部件的固定资产周转率在2.5 到 3 之间,资 产整体都是偏重的。只有变流器环节属于轻资产,9 亿的营业收入, 对应的固定资产仅仅三四千万,变流器偏软件,产能上的限制非常少。 另外,从人均产出的维度,叶片、机舱罩、铸件都比较低,不到100 万元;塔筒最高,人均 300 万元,主轴、变流器也有 140 万元左右。 因此叶片、机舱罩、铸件的自动化程度是比较低的,偏劳动密集型, 其产能的发挥会比较依赖于熟练工人。主轴的自动化程度相对高一 些,但部分环节也依赖于工人,变流器虽然人均产值不算高,但其人 员主要是研发和行政人员,生产人员并不多。
那么对于几个主要环节,产能瓶颈又都在什么地方呢?
2.1 叶片环节:核心瓶颈在于模具、场地和人工
叶片生产的大致流程如下:裁剪玻纤布,将玻纤布和巴沙轻木、 PVC 泡沫材料等芯材铺设在主模具内,放置大樑冒后,通过真空压力 把环氧树脂吸入预先铺好的玻纤布中。真空灌注成型后,模具升温到80 度左右进行固化 4 个小时。放置腹板,将两个半片的叶片粘合在一 起,待模具温度冷却后,脱模。之后进行切割、钻孔、打磨、装配, 最后进行喷漆、烘干。
叶片的产能瓶颈很大程度上在于模具,根据中材科技的永续债跟 踪评级报告,截至 2017 年末,中材叶片共拥有 67 套在用模具生产线, 具备年产 4,000 套兆瓦级风电叶片的生产能力,相除之后每套模具对 应年产 60套即 180 片叶片,每片叶片的生产周期 2 天/48 小时左右。 一般一套模具生产 400到 600 片模具就不能再使用。下表为中材叶片 萍乡基地的主要生产设备表格,排名第一的就是模具。此外,由于铺 设玻纤布的过程全部依靠手动完成,工人也是产能的瓶颈因素之一。
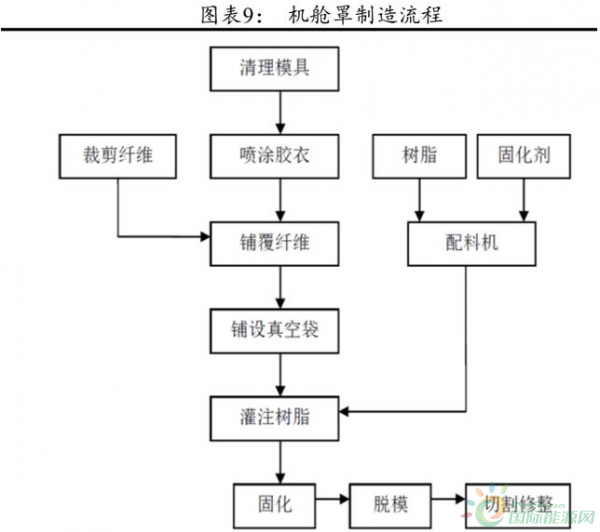
2.2机舱罩:和叶片的工艺高度相似,模具、场地、人工为瓶颈
以机舱罩生产中最常使用的真空袋工艺为例:首先要在模具表面 进行胶衣喷涂处理。然后逐层铺覆玻璃纤维、脱模布、导流布,布设 导入、导出螺旋管,将真空袋膜裁剪成稍大于模具外形的尺寸后覆盖 在模具上。之后令树脂在负压的作用逐渐进入纤维内,让树脂完全浸 润纤维,最后进行固化和脱模。可以看到机舱罩和叶片的生产工艺是 有些类似的。
除了模具外,主要的机舱罩生产设备是行车、叉车、切割和喷涂 机器、真空系统等等,都是比较常规的设备,其主要的产能瓶颈还是 在于模具以及场地和人工。

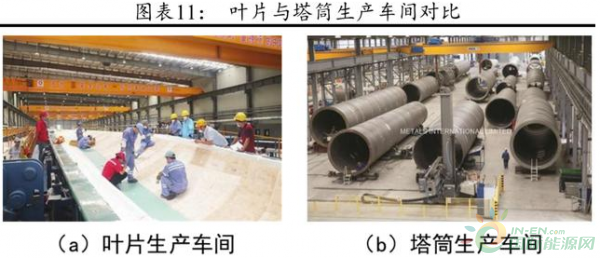
2.3塔筒:产能主要取决于设备和场地,自动化程度高
塔筒属于钢结构件,工序相对简单,生产流程是起重、吊装、切割、卷板、焊接、喷漆、喷砂等,核心工序仅切割、卷板和焊接三步, 设备也无非是起重机、卷板机、切割机、焊接机等。生产自动化程度 也比较高,从下面两图就可以看出,叶片的车间里布满了人,但塔筒 的生产车间里基本上见不到人。



2.4主轴:核心设备锻压机,熟练工也会制约产能的发挥
主轴的加工过程是先将钢锭加热到锻压所需温度范围,之后利用 锻压设备将钢锭锻打成所需要的形状及尺寸,再加热至一定温度,保 温一定时间后冷却,再进行机械加工,之后进行超声波探伤、热处理、 打磨,而后是硬度、机械性能等的检验,最后是精加工、清洗和喷砂、 喷锌、喷漆。以上步骤在锻造、热处理、机械加工和涂装四个车间完 成。
主要设备包括锻压机、操作机、燃气炉、电炉、行车、各种车床 锯床镗床钻床等,其中最核心的就是锻压机,主轴的产能都是以锻压 机的产能来计算的。此外,培养一个合格的锻压机操作员需要 2 至 3 年时间,熟练工人也是瓶颈之一。


主轴行业的产能瓶颈主要在于设备和工人,设备自不必说,熟练 工人的培养也需要比较长的时间,以锻压机操作员为例,培养一个合 格的锻压机操作员需要 2至 3 年时间。
2.5铸件:厂房、设备、模具、人工都会制约产能的发挥
生产铸件时,首先要制备模具,根据整机厂提供的图纸制备外膜 和芯膜,用模型和芯砂制作出所需模具的形状,然后用模具、砂箱、 芯砂、辅助材料制作出砂芯,将砂膜和芯膜组合起来,成为满足浇铸 需要的砂型制品。生铁、废钢和回炉料通过输送带进入炉内熔化、保 温、调成分,熔化的铁水进行球化、孕育处理,然后浇筑到制备好的 型腔中。开箱除去砂膜和砂芯,除去氧化层、附着物,之后进行探伤、 检测,机床粗加工、精加工、钻孔,最后进行清洗、喷砂和表面处理, 整体的工序比较长。

厂房、设备以及熟练工人都构成了铸件产能的瓶颈。设备中,最 核心的是中频熔炼炉(用于熔化铁水)、桥式起重机(又称行车,用 于起重和运输)、模具砂箱、混砂和除尘机以及用于机加工的数控机床。
3 环保因素:铸件最严重,塔筒、叶片有喷漆带来的危废
我们从环保的维度对五大零部件进行分析,整理如下表:

五大环节中,环保约束最严重的是铸件,一方面铸造过程本身是 高耗能的,在 2016 年,日月股份一年要耗用近 7000 万千瓦时的电力 以及超过 2 万吨的焦炭,这两项的花费近亿元;另一方面铸造过程中 会散发大量的污染物,尤其是浇注、冷却和落砂过程中煤粉和有机粘 合剂会发生热解,散发挥发性有机化合物、危险的空气污染物以及粉 尘等,熔炼、砂处理过程中也会产生大量废砂和炉渣。
18年以来,在环保重压之下,多地对铸造行业进行停产整顿和环 保整治,影响了部分铸造产能的发挥。
其次两个环节是叶片和塔筒,两个环节都涉及到喷漆,需要对油 漆渣、油漆桶等危废进行处理。基本上没有环保约束的是机舱罩和主 轴,只排放非常少量的粉尘和废气。
4 铸件、叶片扩产限制最多、难度最大
综上所述,从扩产难度来看,受限制最多的就是铸件,同时受到 熟练工人、设备、场地、模具和环保的限制;塔筒和主轴扩产受的限 制最少,基本上只需要添置设备即可,不涉及模具和环保的问题,主 轴的锻造环节对熟练工有一定需求,其余环节可自动化。
叶片和机舱罩比较类似,占地面积非常大(尤其是叶片)、受厂 房面积的制约严重,此外是劳动密集型产业,需要大量的熟练工人, 人均产值只有五六十万元,而且需要使用模具,产线的适配性比较弱, 产品型号变更后,需要重新上新的模具。而且由于大的叶片和机舱罩, 重量高、需要的物料多,其占用模具的时间也更长,单位模具对应的 产能是减少的。
5 需求端看技术迭代:叶片最快
从技术迭代的角度,随着风机机型的更新换代,对零部件的要求 也在提升,部分老产能已经无法满足生产的需要,如果不能及时进行 技改,就会被自然淘汰。而且新的零部件对厂商技术的要求也在提升, 实力一般的厂商跟不上技术进步的速度,也会被淘汰。
风电零部件可以分为两类,叶片是一类,其余四种零部件是另一 类。
对于主轴、塔筒、机舱罩和铸件来说,下游的技术迭代速度不算 快,目前主流的 2/2.5MW机型,大部分厂家都能够生产。只有在升级到 4MW 以上的陆上大 MW 或海上机型后,才会有部分产能跟不上, 原因是大 MW机型的零部件体积大、重量高,原有的厂房面积不够用、 吊车承重能力不够等。
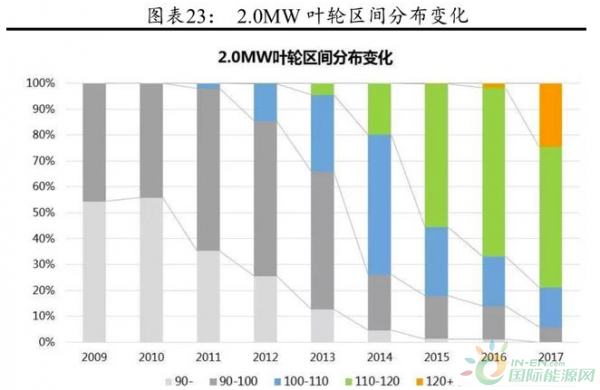
叶片的技术迭代速度是最快的,2.0MW 机型最早使用的是 93 米 的叶片,到 2017、2018 年,已经变为 121 米的叶片。而从华能、华 润今年的招标情况看,绝大部分项目都要求风机配置 140 米以上直径 的叶片,由于这些招标项目的交付时间大部分在今明两年,因此我们 预计 141 米的叶片在今明两年将成为行业主流配置。
由于叶片模具的供应商比较集中,优秀的只有 3-5 家,模具的生 产、运输、调试、爬坡周期也比较长。而且大叶片的载荷会上升,需 要在气动和结构设计上都加以优化。尤其是141米叶片和 121、131米叶片还有根本性的不同,121、131 米叶片的节圆直径(即叶根处的 直径)只有 2.3 米,而 141 米叶片的叶根直径升高到了2.8米,进一 步增加了研发、设计的难度,并不是买到了模具就可以生产的,光挂 机测试就需要近一年的时间。






 正在加载...
正在加载...