 切换行业
切换行业

风电机组叶片不平衡主要包括质量不平衡和气动不平衡两方面,无论是哪种不平衡都会给机组带来摆幅很大的振动,危害其寿命和安全。如发现风电机组振动过大,应及时查找振动起因,采取专业的设备,准确测量,采用科学的方法及时纠正,以消除机组振动,保证其可靠运行。
叶片不平衡危害
1 振动过大
在实际运行中,叶片不平衡往往会造成风电机组振动过大,包括机舱沿风向振动、机舱横向振动、机舱扭转方向振动等。振动会造成明显的齿轮箱前后窜动、机舱左右强烈摇晃、偏航制动位置窜动,严重的会在偏航处发出强烈的噪音,损坏机舱内部件。
通过仿真对比正常运行的和单支叶片质量不平衡的风电机组,可以看出塔顶机舱振动加速度幅值明显加大。从图1可以看出,风电机组正常运行(三支叶片平衡)时,塔顶机舱前后振动方向振动加速度和机舱横向振动加速度、振动幅值不超过0.3m/s²;将单支叶片附加一定重量,塔顶机舱前后振动方向振动加速度和机舱横向振动加速度振动幅值均明显超标,而机舱横向摆幅更大,幅值超过1.5m/s²。
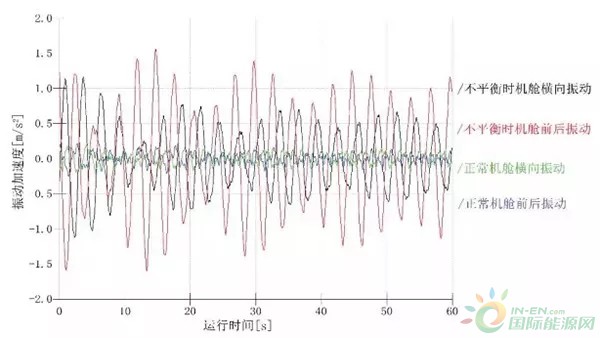
图1 叶片质量不平衡引起机舱振动时域图
2 载荷过大
风电机组叶片不平衡运行必然造成载荷增大,超过标准设计值。叶片不平衡导致传动链扭矩不平衡,将影响齿轮箱与轴承的寿命和强度。不平衡带来的塔顶振动,影响塔筒的安全性。叶片不平衡对叶片本身强度也有很大影响。不平衡的问题严重或长期不处理,会影响风电机组可靠性,降低风电机组寿命。
通过仿真对比正常运行的和单支叶片质量不平衡的风电机组,可以得到风电机组各个部位的载荷普遍增大,比如偏航位置的倾覆力矩和偏航旋转力矩成倍增加。
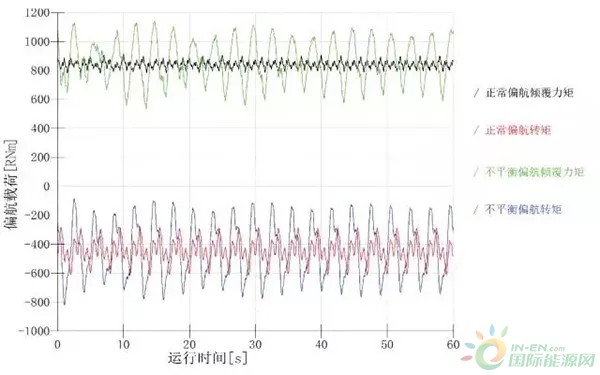
图2 叶片质量不平衡对偏航处载荷影响
在图2中,风电机组在恒定风速正常运行时,偏航中心风电机组的倾覆力矩稳定维持在800kNm左右,偏航旋转扭矩在—400kNm左右;一支叶片质量不平衡后,风电机组在恒定风速下,倾覆力矩波动很大,极限载荷也明显增加,偏航旋转的扭矩也大范围波动,对偏航减速器、偏航制动带来较大的交变载荷冲击。
3影响发电量
叶片不平衡引起传动链转动方向振动,影响发电量的稳定。如果是叶片角度不平衡则影响叶片的功率吸收,从而影响发电量。某风电场风电机组安装后,三支叶片角度不统一,经过一段时间运行发现问题并重新校准叶片。图3为校准前后功率曲线的对比。

图3 叶片角度不平衡对功率曲线的影响
引发叶片不平衡的原因
1质量分布不均的叶片
叶片质量存在偏差主要是叶片出厂前质量控制不到位造成,正常叶片出厂前要进行严格的配平成套供应。
2安装角度误差
风电机组安装后,在调试前要进行叶片安装角校准,依据为叶片0度标尺和轮毂0度基准,实际操作中往往存在叶片0度标尺不够准确和轮毂0度基准模糊等问题,容易造成叶片实际运行0度不统一。
3变桨执行机构故障
变桨角度传感器精度不够、变桨电机损坏、个别变桨轴承摩擦力矩存在问题等,都会造成叶片在变桨运行时出现偏差,造成叶片角度不统一。
4低速轴不对中
整机安装时,低速轴安装不对中,主轴承游隙过大或存在缺陷,主轴弯曲,都会造成叶轮转子的转动不平衡。
5渗水/结冰
叶片长期运行会发生排雨孔堵塞,导致叶片内部积水,影响叶片质量平衡。叶片覆冰,叶片表面结冰是比较常见的自然现象。
叶片覆冰后会导致叶片转动惯量偏差,风电机组振动明显。目前有些风电机组厂家采取一些监控措施发现叶片结冰,停机对机组保护,或采用特殊涂层,阻止叶片结冰。
6叶片状态
叶片由于长期污染,气动特性偏离设计值,也会引起气动不平衡。叶片由于雷击、鸟撞或风沙等原因造成叶尖开裂、尾缘分层等损伤,对叶片的气动特性也会造成影响。
叶片不平衡检测与处理
1观测
单支叶片不平衡在一倍频上的振动明显高于三倍频上振动。叶片角度等气动不平衡引起的周期振动明显,通过对比叶片转动频率能够初步观测到,也可在塔底通过望远镜观察或通过照相机定点拍照合成对比。叶片质量不平衡可以通过在高速轴联轴器上使用拉力计测定不同方位角下的拉力,来简单判断叶片质量偏差。但通过简单观测手段只能初步了解问题所在,还不能准确判断不平衡量超标情况,也无法给出准确的解决方案。
2气动不平衡和质量不平衡判断
如果风电机组低频振动过大即摆动过大,可以初步认为是叶片不平衡造成,后续还需确认是质量不平衡还是气动不平衡引起,以便采取措施。
通过风电机组主控系统的振动传感器可以初步判断,叶片质量不平衡会造成机舱横向振动明显增大,叶片气动不平衡会造成纵向振动明显增大。
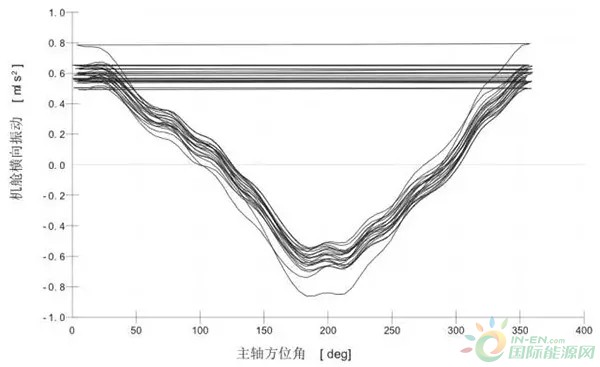
如图4,仿真叶片质量不平衡,可看出机舱在xy方向上振动均增大,y方向更剧烈(x:沿风向,y:垂直于风向)。
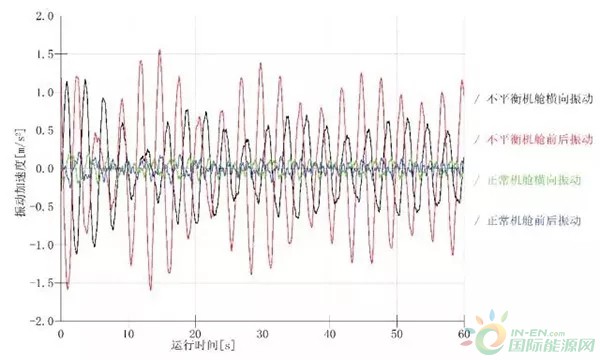
图4 叶片质量不平衡引起的风电机组振动
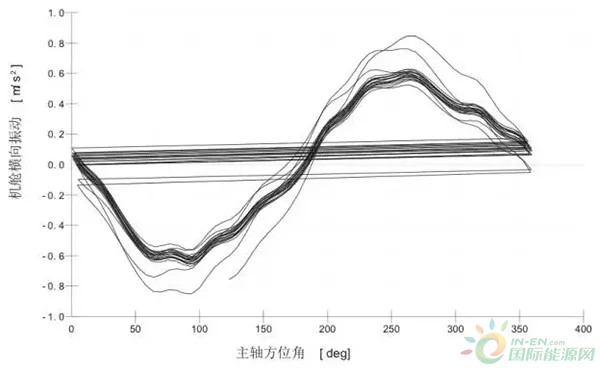
如图5,仿真一只叶片角度偏差,可看出机舱在xy方向上振动均增大,x方向更剧烈。

图5 叶片角度不平衡引起的风电机组振动时域图
3质量不平衡的精确测量和处理
质量不平衡精确测量采取的手段与通用旋转机械的单平面法测量动平衡类似。具体步骤如下:
安装传感器,在轴承座或其他轴系支撑位置水平安装低频加速度传感器,在旋转轴与和相对静止位置安装反光条和激光相位传感器,如图6所示。
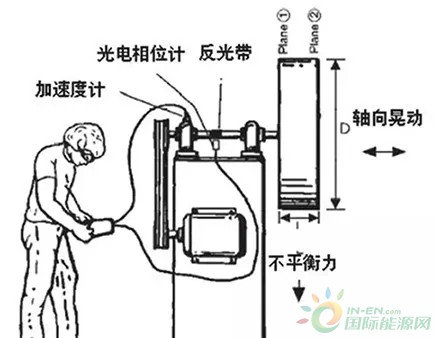
图6 单平面法动平衡测量时域图
第一次测量,机组启动后以一定速度空转,利用加速度传感器可以测出振幅的变化和最大振幅,记录加速度随时间的变化曲线,同时通过相位传感器记录此时的方位角,便可得到不平衡点与反光条标定点的角度。通过长时间记录取平均值,可提高信噪比,去除风产生的振动影响。
第二次测量,选择与不平衡点成一定角度的叶片,安装配重,再次测量振动和对应的相位,可得到新的不平衡点的角度。
纠正不平衡,通过解方程可求出不平衡质量和角度,在对面安装配重,再次测量观察振幅是否削弱。
4角度不平衡测量和纠正
角度不平衡与质量不平衡的测量方法类似,但要得到详细的角度偏差,还要经过仿真计算。叶片1角度偏差3度引起机舱x方向振动与叶轮方位角的关系如同余弦曲线。叶片2角度偏差3度引起机舱x方向振动与叶轮方位角的关系如同正弦曲线,方位角0度标定为叶片1竖直向上的位置(图7所示)。
叶片1
叶片2
图7 叶片角度动平衡计算
依据以上结论,采取在主轴承支点安装x方向加速度传感器,同时使用激光相位传感器记录相位,并将一支叶片标定为方位角0度,测量得出x方向振动值与方位角的关系曲线,机舱x负方向极值点对应的方位角对应的叶片即为角度偏差叶片。再通过仿真,比较振动幅值可估算出大致角度偏差。
目前使用地面激光设备校准叶片安装角度也是比较前沿的方法。
结 论
振动影响着风电机组的安全、寿命和稳定运行。叶片不平衡是机组振动最常见的原因之一,但起因比较复杂,潜在影响也不直观,所以经常被忽视。而其周期性的振动长期积累,给机组带来的潜在危害非常大,比如同一风电场同一品牌批次的齿轮箱就存在提前报废一台的现象,其损害因素往往很难找到。不排除叶片不平衡带来的振动就是其重要起因之一。
在风电机组运行检修时要注意是否存在异常的振动,及时采取精确的测量手段,找到振动原因,纠正叶片不平衡,定期清洗检查叶片,保证风电机组的平稳运行,提高其可靠性与高效性。






 正在加载...
正在加载...


